


Temaet PCB-produksjon i hjem verksted, ville være ufullstendig uten beskrivelse av fortinningsprosessen. Tenk på det i prinsippet og i forhold til styrene våre. So.
Tinning i seg selv er en fantastisk måte å beskytte mange metaller, men som oftest kobber og jern, mot oksidasjon av atmosfærisk oksygen, virkningen av syrer og alkalier. I hovedsak består det i å belegge det beskyttede metallet med et tynt lag av et annet metall som er bedre motstandsdyktig mot oksidasjon. En av metaller som er mest brukt til dette formålet er tinn, som er veldig lite påvirket av luft og fuktighet, og svake vegetabilsyrer, fettstoffer og andre matkomponenter fungerer ikke i det hele tatt. Å dekke en metalloverflate med et tynt lag tinn kalles tinning, og selve tinnlaget er halvvått. Når du belegger metall med tinn, er det veldig viktig å få et helt jevnt, tett og holdbart tinnlag som beskytter metalloverflaten mot oksidasjon.
Tinned stål gryter og panner er borte, men tinning brukes fortsatt i dag for å beskytte jern (stål) mot matalkalier og syrer. Det er så ganske vanlig materiale som blikkplate. I hovedsak refererer dette konseptet generelt til stålplater belagt med et beskyttende metall, enten det er sink, krom eller tinn. Blikkbelagt tinn brukes nettopp i matindustrien, spesielt er det laget hermetikkbokser og noen andre matvarer i kjøkkenet.
Tinning er også en integrert operasjon som går foran selve lodding. Det betyr ikke noe, konstruktivt eller for elektrisk installasjon. Vanligvis ser ledningsnettet lodding slik ut - rengjør overflater, påfør flux, tinning. Loddede overflater eller konklusjoner er om nødvendig brettet, festet. En fluks påføres stedet for lodding. Loddestedet blir oppvarmet og lodde blir introdusert, eller en dråpe smeltet lodde blir påført spissen av loddejernet, forresten, også tidligere fortinnet (kobberspisser). Etter å ha spredt loddet, fjernes varmen.Etter å ha ventet på fullstendig krystallisering og deretter avkjølt, vaskes loddeplassen om nødvendig fra fluksrester (spesielt forsiktig når du bruker syrestrømmer) og isoleres om nødvendig. Du bør vite at tvungen avkjøling av loddeplassen betydelig reduserer de mekaniske egenskapene til sømmen.
Gjennomføring av spor av kretskort som vi startet en samtale for, er det også vanlig å beskytte mot oksidasjon etter produksjon, samtidig som de forberedes til montering (lodding). Ved manuell installasjon kan installasjonsarbeideren gni og skrape det oksiderte loddeplassen, huske den buede håndhåndsprodusenten med en liten radiobøyning, og med automatisert montering vil dårlig forberedelse av overflaten på tavlesporene føre til en stor prosentandel av avslag.
I amatørradiopraksis er tinning av brettspor basert på at det å gjøre det på en flat overflate er ensartet, mye enklere enn senere, når du monterer, for hvert element separat. Det vil si at tiden ikke spares i det hele tatt, det er også tvilsomt å spare på loddetinn, gitt den påfølgende ekstra oppstyret.
Slik skal temming være. Det trykte kretskortet med fortinnede baner er praktisk i etterfølgende montering uansett lagringstid, det gir pålitelig mekanisk kontakt (“vanlig” gjennom monteringsskruene). Tinning eliminerer også mindre feil på sporene og øker deres lastekapasitet. Ekte tinning med loddejern, selv med en stor og flat "brodd" er ikke spesielt praktisk. Slik tinning ser ikke så slurvete ut - slapp, nåler og uautoriserte overligger, ujevn vanskelig å kontrollere middagslaget.
For enkel og rask tinning kan du bruke nedsenkingsmetoden i smelten, som du må lage et lite badekar med en legering "Rose", oppvarmet av en vanlig elektrisk komfyr til husholdningen.

Smeltetemperaturen er 120-140 ° C. For å forhindre oksidasjon og utseendet til en slaggfilm på overflaten av smelten, helles den med et lag med 20–25 mm tykt kjemisk rent glyserin.
Prosessen med tinning er som følger. Med langhåndterte tang, griper de det trykte kretskortet og halshugger de i en 5% saltsyreløsning, deretter vasker de det i 2-3 sekunder i rennende vann og dypper det i 1-2 sekunder i rosensmelten. Overskytende smelte fra kretskortet fjernes ved bruk av en nal fra vakuumgummi. Etter det er brettet klart for montering og installasjon av vedlegg.
Installasjon for tinning skal være utstyrt med hette. For å stabilisere temperaturen på smelten "Rose" i badekaret, kan du bruke hvilken som helst enkel termostat. En krom-kopel termoelement brukes som temperatursensor. Nøyaktigheten av temperaturvedlikeholdet er ± 10 ° C.
For å lage en slik installasjon er det selvfølgelig verdt uansett hvor stort antall trykte kretskort eller andre ikke-matvarer som krever tinning. En gang møtte jeg en lignende installasjon i produksjonen, og der ble den brukt til å tinde endene av installasjonsledningen raskt.
For små amatørradiomengder av trykte kretskort som er produsert, er en slik installasjon som regel overflødig, som krever et ekstra, spesielt utstyrt sted og en god del av den dyre Rose-legeringen.
Imidlertid kan manuell tinning med et vulgært loddejern bli noe modernisert, noe som forbedrer resultatet betydelig. Det vil bare være nødvendig å lage det enkleste instrumentet fra improviserte materialer og ta et loddejern noe kraftigere enn vanlig. So.
Essensen i metoden er bruken av en kapillæreffekt, en slags filtpenn for lodding. Dens lager i en smeltet, forståelig tilstand absorberes i en kobberflette, og når "maling" forbrukes den mye mer økonomisk og jevnt, i sammenligning med tinning med et "ubevæpnet" loddejern.


Hva ble brukt i arbeidet.
Verktøy.
Et sett med verktøy for radioinstallasjon. Det vil kreve et ganske kraftig (65 ... 75 W) loddejern med tilbehør. En spesiell klemme for feste av kretskortet er veldig praktisk.
Materialer.
Flux, lodde, kobberflette, bedre tettere, bedre ikke fortinnet. Kobbertråd, en trepinne på størrelse med en blyant.
For å lage et slikt verktøy er enkelt, må du bare finne riktig flette. Vanligvis er det ikke vanskelig - skin radio-entusiaster er første prioriterte boller og, for eksempel, de kaster ikke ut restene av skjermene etter å ha kuttet kabler. I tillegg brukes en slik kobberflette som korte, høyspente fleksible ledere, ofte for tilkobling eller tilkobling i jordløkker. Det er sant at det er allerede fortinnet der, som i noen tilfeller kan være upraktisk (bruk av et annet lodd). Det er også en spesiell tynn kobberflette for kabling, den er uten tinning, den brukes til å samle overflødig lodde, loddeelementer.

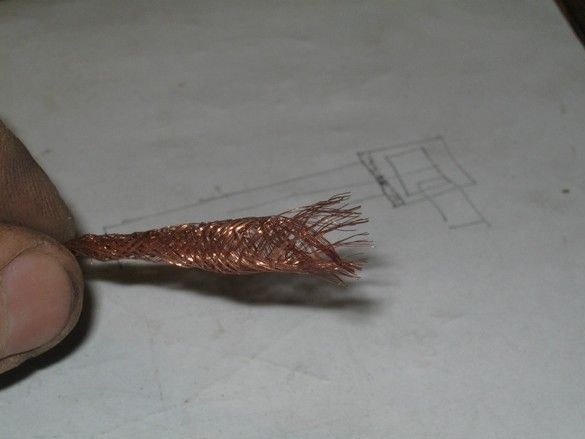
Her brukes skjold fra strømkabelen med skjermede ledere. De er ganske løpe. I hendene på en annen, mye tettere kurv. Fortinnet.
Må investere minst ett stykke i en annen. Selvfølgelig kan du bruke ett lag, men det vil fungere litt verre - slutten blir raskt frynsete og mengden loddet som absorberes er liten. Det er mindre jevnt fordelt på overflaten.
Kobberdelen av blikkplaten er omtrent 6 ... 7 cm lang, mens 1,5 ... 2 cm, for montering på en pinne.
Skjær med litt margin to stykker flet.

En av dem bør utvides. For å gjøre dette, press den forsiktig til midten, fra endene, samtidig øker diameteren betydelig. Vi utvider den til slutt med en skjerpet blyant, men uten fanatisme vil den ikke begynne å løsne.

Trekk nå det andre flettet. Det er mulig for tetthet på en gang to. Deretter trekker vi i endene av den ytre fletten, den "glir" som en termotube, tett dekker innholdet. Vi får arbeidsstykket med ønsket tetthet. Med tenger justerer vi den ene kanten og utvider den igjen med en skjerpet blyant. Nå er begge flettene sammen.
Ikke dypt, i lengde, litt over 20 mm. Dette danner vi sete for pinnen. Nå må det forresten lages eller hentes. Den enkleste måten, selvfølgelig, er å kutte splinter med en kniv eller en øks et stykke av et rett lagbrett, men det kan være en penn fra en gammel børste og kanskje en blyant.

Det vil ikke skade, med en skarp kniv, litt tråkk fra kanten av pinnen for å ordne en liten ringformet fordypning slik at fletten vår ikke sklir av håndtaket - under drift må den trekkes med litt anstrengelse. Deretter klargjør vi den forberedte to-lags flettet på håndtaket og på stedet for utsparingen, vi vikler den med en tykk kobbertråd. "Knuten" kan fikses med en liten dråpe lodd, men også som om den ikke ble avviklet.
Det gjenstår å spesifisere lengden og trimme enden - lengden på den "frie" delen, for en myk flette av tynn tråd, er praktisk ca 5 cm.

Vi tenner enden av fletten med loddet vi har tenkt å jobbe med, mens ledningene på enden er delvis untwisted, er dette tillatt. Den er overfylt noen centimeter fra kanten, midten skal være fleksibel. Hvis loddet ikke er et vanlig bilde, er det fornuftig å fikse dette med en filtpenn på håndtaket.

Verktøyet er ganske praktisk, tid sparer ikke mye, men gir et betydelig mer jevnt belegg. I tillegg til kretskort, brukes det til tinning av deler før strukturell lodding. For metalldeler er det nødvendig med en flammebrenner.