
I denne artikkelen vil vi prøve å bruke i casting. Vi vil helle messing, bronse og vismut på 3d-modeller trykt på skriveren.

Følgende instruksjoner er hentet fra Fiery TV-kanalen YouTube. La oss først prøve å kaste terninger med 20 ansikter. Disse terningene er nødvendige i noen brettspill.
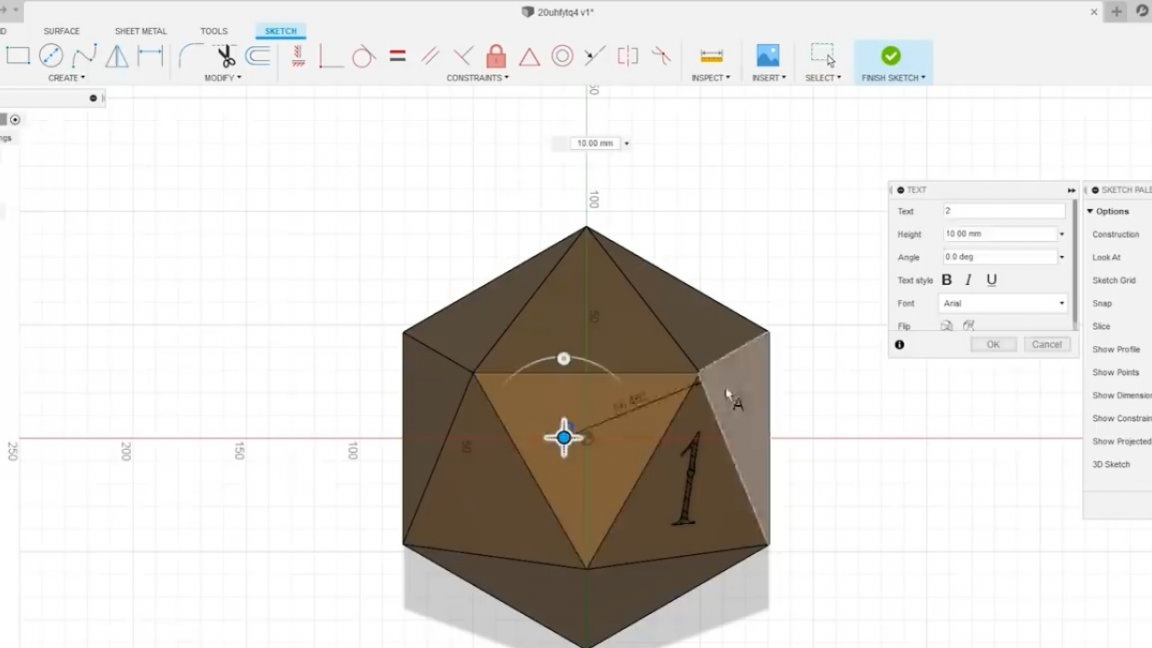
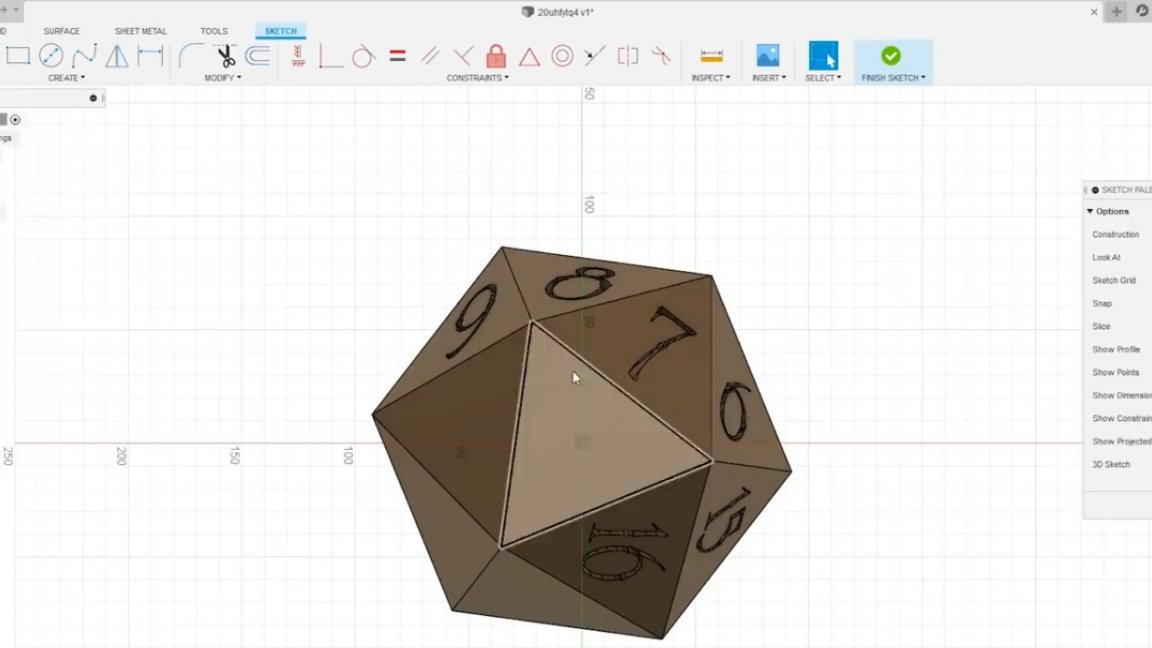
En slik uvanlig form er bare ideell for å teste støpingsteknologi, siden dette modellen Den har et enormt antall ansikter, som også ligger i forskjellige plan og i forskjellige vinkler. Og foruten de ovennevnte, pryder mange små tall en slik terningkast, som forfatteren valgte en ganske tynn skrift. Generelt sett har vi mange vanskeligheter og mange spesifikke funksjoner foran oss.
Det ble besluttet å lage en 3D-modell fra bunnen av, slik at det var mulig å korrigere modellen etter behov og å øve i 3D-modellering samtidig.
Forfatteren trykket en kube på to halvdeler, og det var grunner til det. For det første er det umulig å trykke små deler uten å blåse, de overopphetes ganske enkelt. For det andre er det umulig å trykke en kube akkurat slik at selv ved bruk av støtter, alle overflater som ser ned viser seg å være for grove, og noen tall blir til og med uleselige.
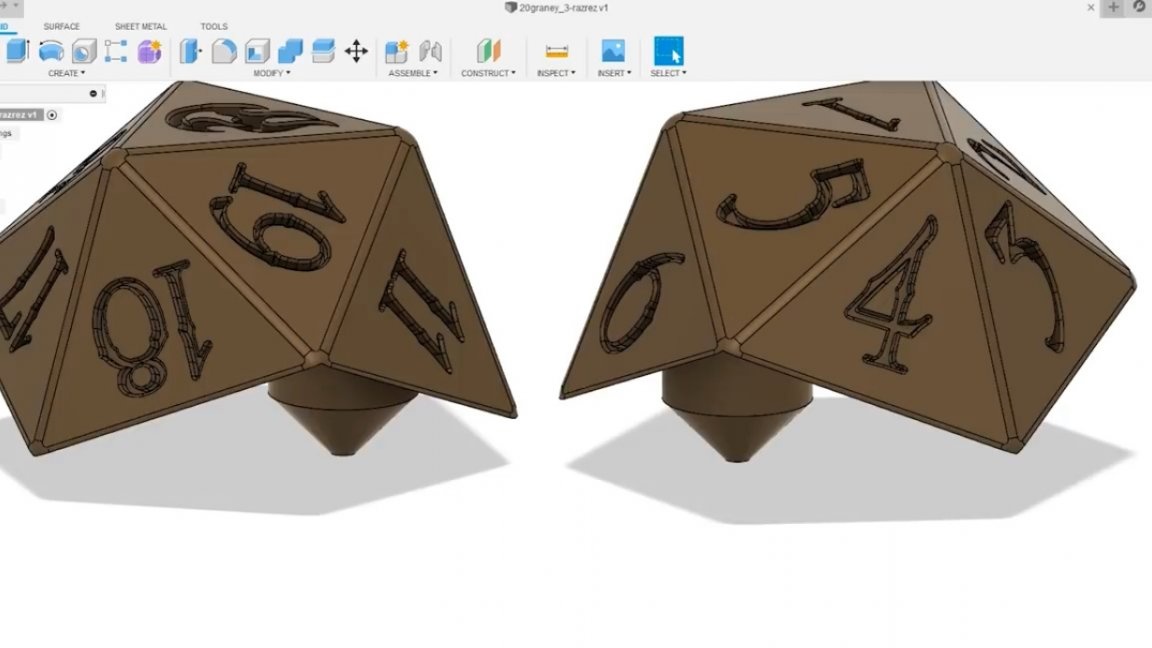

Men som du ser, til slutt viste alt seg ganske nøyaktig, alt passer sammen, det er ingen forvrengninger, kantene er jevne, og tallene er perfekt leselige.
Hvis noen av leserne ønsker å gjenta dette prosjektet, så her lenken til modellmappen.
Alt ble skrevet ganske bra ut, med unntak av små kosyachki i kantene, men vi fikser det. Nå er det nødvendig å fjerne restene av støttene og rengjøre det indre planet med en fil for å legge til rette de resulterende arbeidsstykkene nøyaktig.

Neste trenger vi superlim. Etter liming med kniv blir vi kvitt restene av lim.

Men leddet er fremdeles ikke veldig pent, det må kittes. Alle de samme superlimene vil fungere som kitt. Vi legger den på skjøten og venter på at den blir fullstendig polymerisert.


Etter det er det nødvendig å justere kantene nøye med en fil. Generelt skjedde en slik ting på dette stadiet:

Overflaten på kuben er ikke glatt og ganske grov, den må glattes. Som du vet, er PLA-plast oppløst i diklormetan.I sin rene form er det ganske problematisk å kjøpe dette stoffet, så det ble besluttet å bruke en slik malingsfjerner:

Diklormetan har blitt brukt som hovedingrediens i dette produktet. Bruk et tynt lag av dette verktøyet med en børste med ekstrem forsiktighet og glatt overflaten litt med fingrene.


Det viktigste her er ikke å overdrive, fordi vi bare trenger å bli kvitt ujevnheten, slik at silikonet ikke fester seg til plasten. Dette blir fulgt av et veldig viktig stadium - det er nødvendig å gjøre inntrykk av to-komponent injeksjonsgummi, mens du sørger for at skjøten til de to halvdelene av formen passerer langs kanten av kuben.


Lag øyeblikkelig kanalkanalene. For ikke å bry deg med søken etter ytterligere materialer, lager vi murens vegger av skulpturell plasticin.
Deretter må du bearbeide overflaten. For dette formålet er det best å bruke den vanligste vaselin, men forfatteren bestemte seg for å behandle overflaten med silikonfett, siden den ble påført med en børste i ganske lang tid.

Deretter må du tilberede silikongummi. Bland det grundig med en herder.



Etter et par timer kan du fylle ut andre omgang. Vi lager også veggene i skulpturell leire. Deretter bruker du en separator, forfatteren brukte det samme silikonfettet, men som det viste seg forgjeves ...

15 timer gikk og alt til slutt polymeriserte. Veggene i plasticin er ganske enkle å skille, men silikonet festet seg sammen, silikonfett hjalp ikke. Det er synd selvfølgelig, men ingenting kan gjøres, du må kutte det.

Det er nødvendig å kutte for å få så mange fremspring, spor og svinger som mulig. Enkelt sagt, for å ha så mange uregelmessigheter som mulig.
Neste, koble halvdelene til hverandre og fest med gummibånd. 10 elastiske bånd holder to halvdeler perfekt sammen. Forfatteren festet først formen med elektrisk tape, men erstattet den deretter med de nevnte elastiske båndene.
Deretter må du smelte parafinen. Forfatteren bruker parafinvoks til lys, han selges direkte i pakker.

Men for støping er det fortsatt ønskelig å kjøpe riktig parafin, som brukes i smykker. Slik parafin har større styrke og krymper praktisk talt ikke.

Etter avkjøling er det nødvendig å fjerne parafinmodellen fra formen.

Alt ser ut til å være i orden, men grankanalene brøt umiddelbart ut. Fortsatt er denne parafinen lite egnet for denne rollen. Deretter lager vi formen av gips. Hell gipset i den forberedte beholderen (i dette tilfellet i en kutt aluminiumsbeholder). Så senker vi parafinmodellen omtrent halvparten av høyden og venter på at gipsen fryser. Så lodder vi grankanalene og fyller modellen med gips til slutt.
Etter at gipsen har satt seg, kan du begynne å fjerne parafinen fra formen. Ved oppvarming smelter parafinen og overflødig vann begynner å komme ut av gipsen.

Etter at alt parafin er fjernet, lar vi skjemaet ligge på komfyren et par timer til, slik at det er helt tørt.

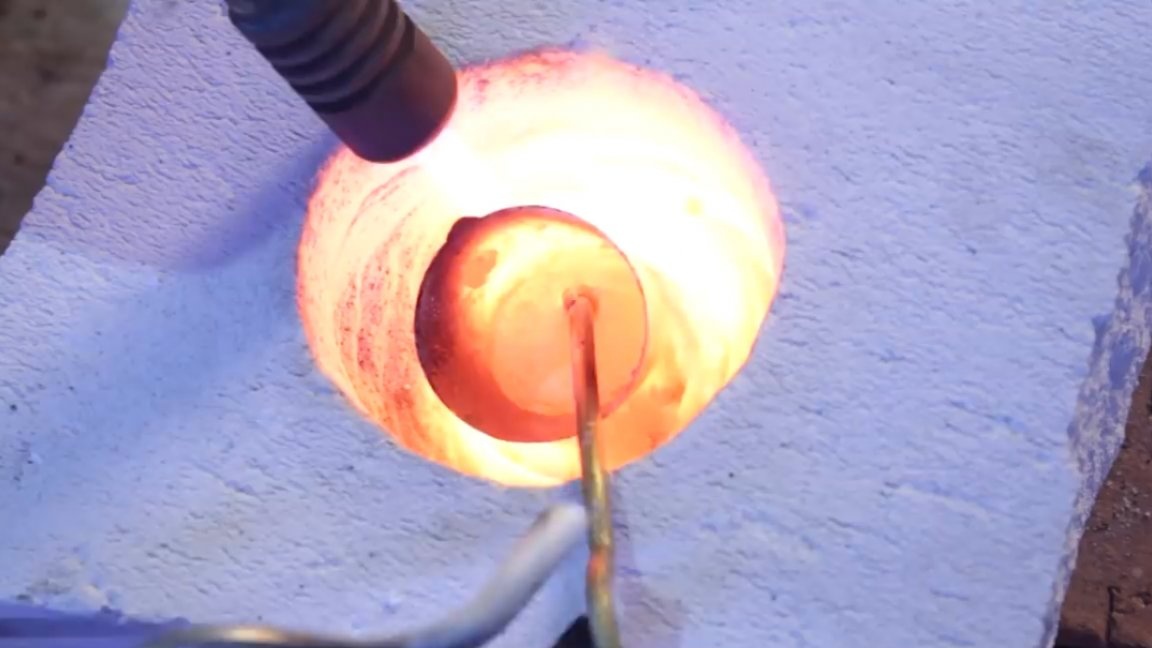
Nå kan du fortsette direkte til castingen. I et stykke av en gassblokk lager vi en depresjon og plasserer et glass rustfritt stål der som en digel.
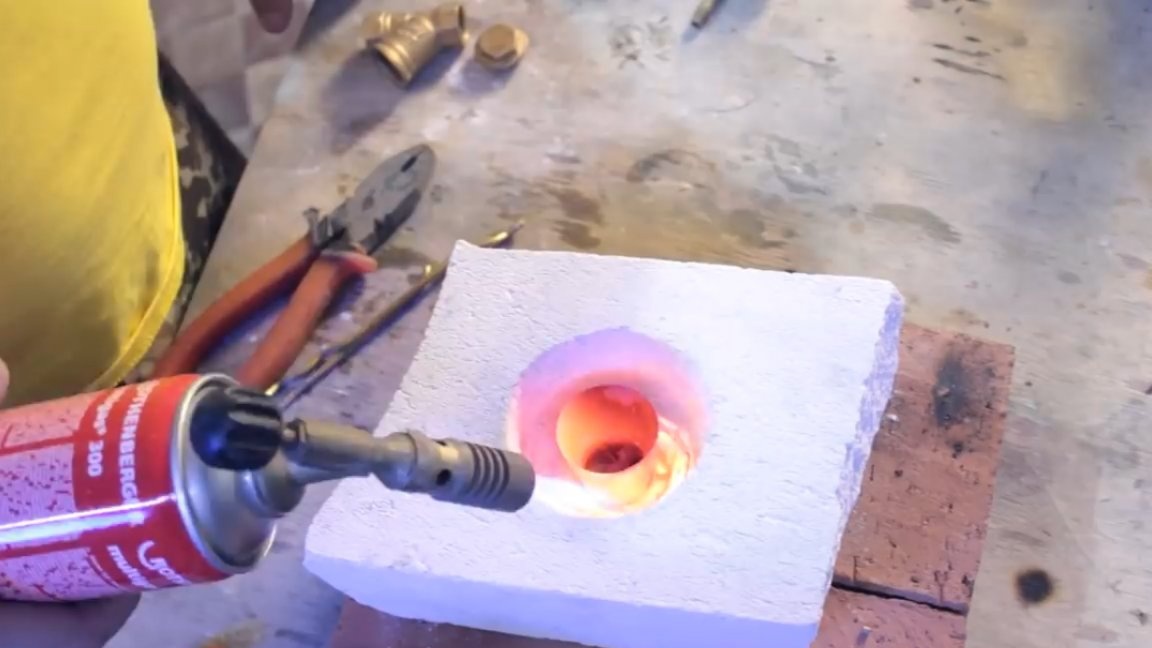
Rustfritt stål varmer opp ganske raskt, og det er ganske praktisk å smelte metallene i det.
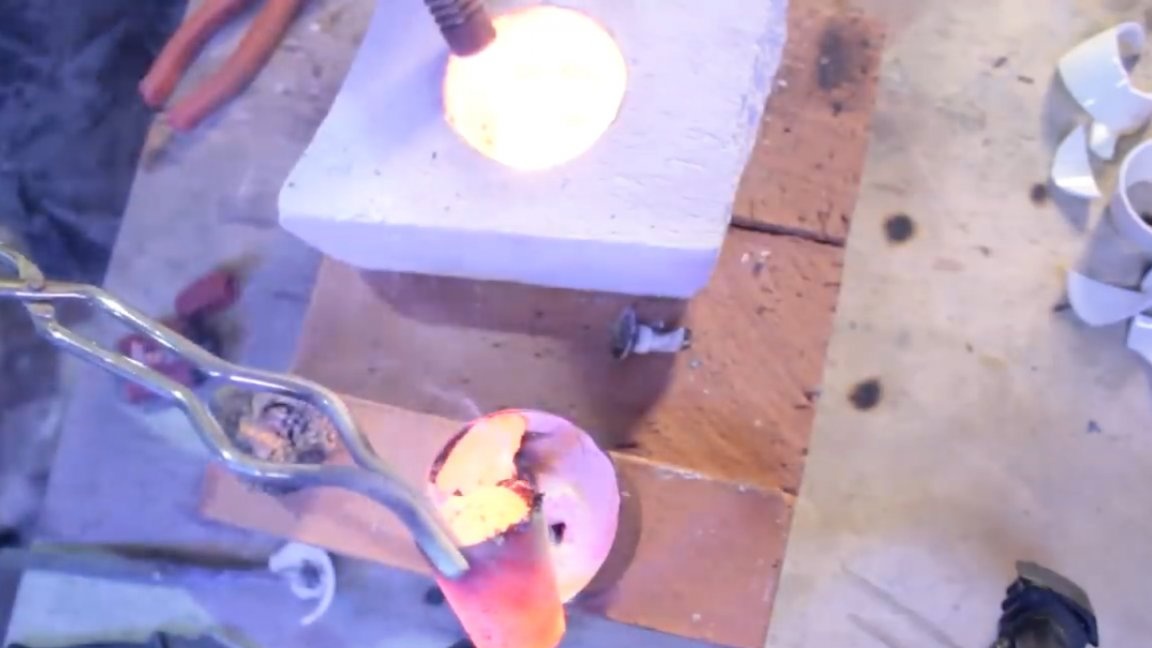
Forfatteren bestemte seg for å prøve å smelte messingen og umiddelbart lage en avstøpning. Loddestenger og huset til det gamle vannfilteret ble valgt som råvarer. Men metallet var ikke for flytende, det kunne ikke gå ut gjennom den andre portkanalen. Generelt forsto ikke resultatet hva.


Men du må innrømme, det er ganske vanskelig å gjette hva som venter deg når du smelter en ukjent messingdel. Derfor ble det bestemt å lage vår egen avstøpningslegering. Den har 81% kobber og 19% tinn. Den resulterende bronsen på grunn av det høye innholdet av tinn egner seg godt til støping og til å smelte ved en temperatur på 880 grader.
Dessverre var den resulterende legeringen ikke nok for hele støpingen. Men la oss fremdeles se på resultatet.



En helt annen sak! Alle detaljer er tydelig lest. Det er litt konkavitet i ansiktene, men dette skyldes krymping av parafin når du kjøler ned. Du kan også se små bobler, de skyldes også parafin.
Til slutt ble det besluttet å støpe en kube fra vismut. Vismut er et lavsmeltende metall med god flyt.

Litt sandpapir og en filtsirkel, og vi får følgende resultat:



Slike castings viste seg. Selvfølgelig må du jobbe litt mer med teknologien, og alt vil vise seg mye bedre. Ved hjelp av denne teknologien kan du helle alt fra bronse til 3D-modeller som er skrevet ut på en skriver. Det er alt. Takk for oppmerksomheten. Vi ses snart!
Forfatterens video: