

Forfatteren bestemte seg for å lage denne kniven og presentere den for nevøen hans, som fyller 13 år. Så i størrelse gjøres det passende. Men ved å bruke denne tilnærmingen kan du enkelt lage et blad av hvilken som helst form og størrelse.
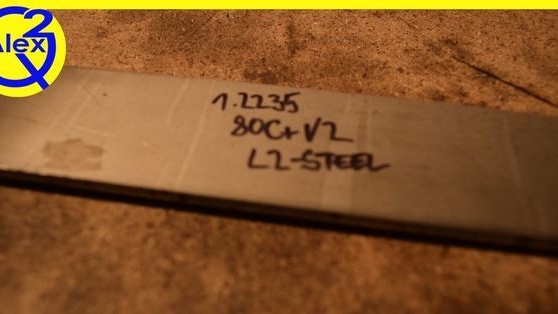
Alt er laget av høykvalitetsmaterialer, høye karbonstål, som forfatteren spesielt kjøpte til slike formål, fungerer som et materiale for bladet.
Materialer og verktøy til hjemmelaget:
materialer:
- en kilde med høyt karbonstål (tykkelse 3,2 mm);
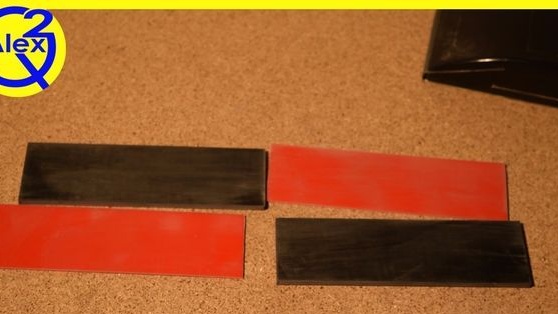
- innlegg med rød farge (G10 - 1 mm x 40 mm x 250 mm);
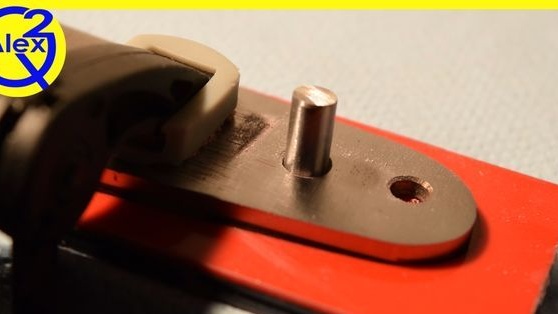
- stålstang for pinner (6 mm);
- svart ark Kydex;
- epoksy og mer.

instrumenter:
- en kvern med sliping og skjæreplater;
- en god drill;
- båndslipemaskin (eller annen slipemaskin);
- sandpapir til maskinen med korn 600, 1000, 1200, 1500, 2000;
- en propanbrenner eller annen varmekilde hvis temperatur overstiger 1200 grader Celsius;
- ildfast murstein;
- linolje, voks.
Prosessen med å lage en kniv:
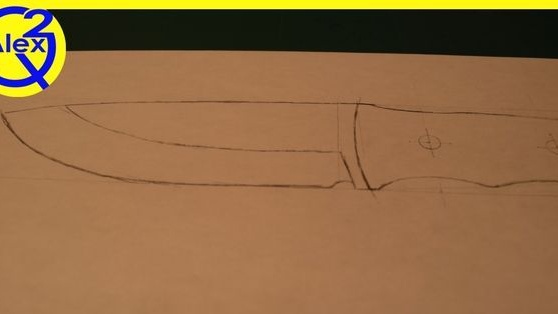
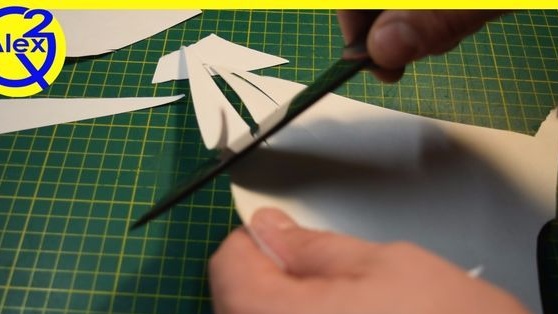
Første trinn. Design og mal
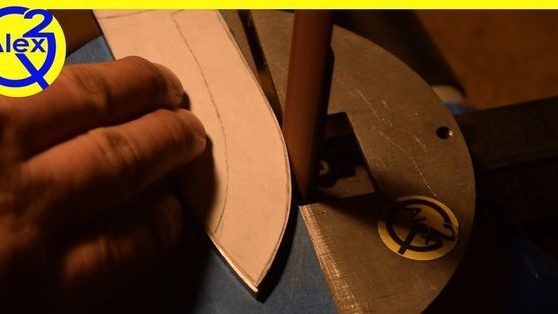
Først må du lage riktig knivprosjekt på papir. Vel, da er det bare å kutte det. Da vil det være veldig praktisk å produsere en bladprofil på den.

Trinn to Vi danner en bladprofil
For det første bestemmer forfatteren hvor lang arbeidsstykket er nødvendig. Nå trenger du bare å kutte overflødig fra det med en kvern eller annet verktøy.





Videre anbefales det å slipe arbeidsstykket grundig for å jevne det ut, samt fjerne rust og andre forurensninger. Skarpe kanter kan også flates ut for sikkerhets skyld. For slike formål brukte forfatteren en beltesliper.



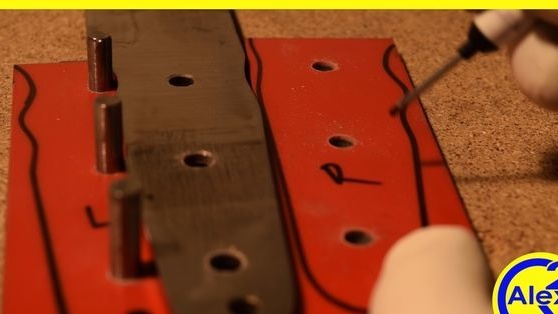
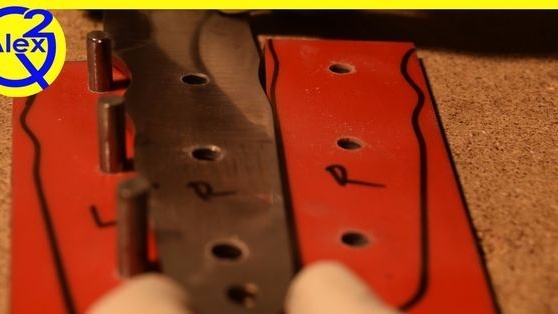
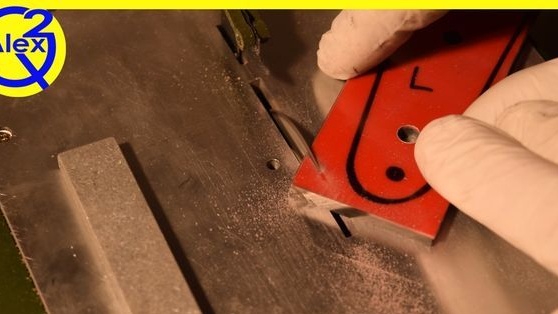
Etter det skal en mal kuttet fra papir limes på emnet.



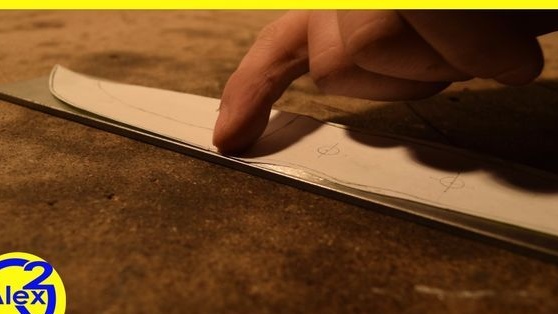
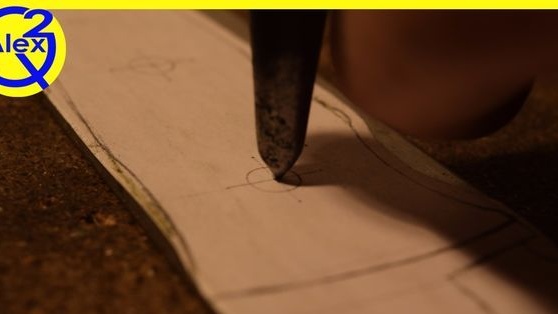

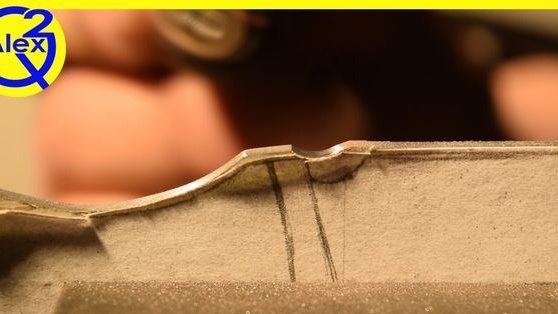
Det er viktig å ikke glemme å merke på metallet der hullene vil være plassert. De kan vippes.
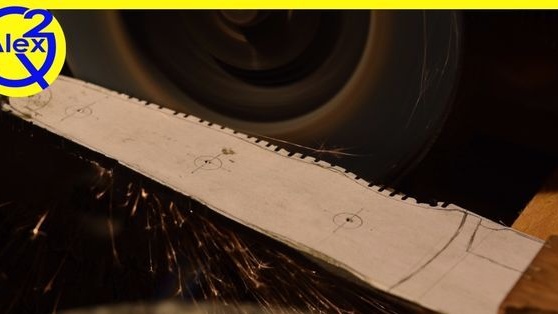
Vel, ved avslutningen av scenen, danner forfatteren den primære profilen til bladet. Her trenger du en kvern eller kverner med slipehjul med korn på 40.





Trinn tre Vi jobber med beltesand
Nå kan kniven rengjøres fra den limte malen, samt trimme profilen.





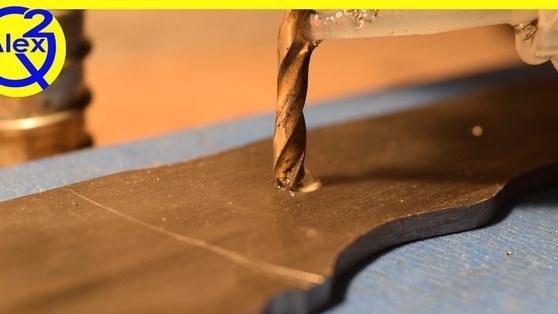
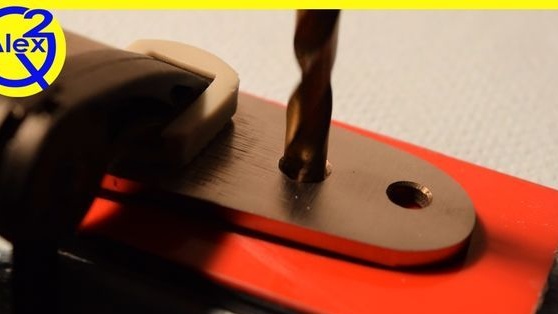
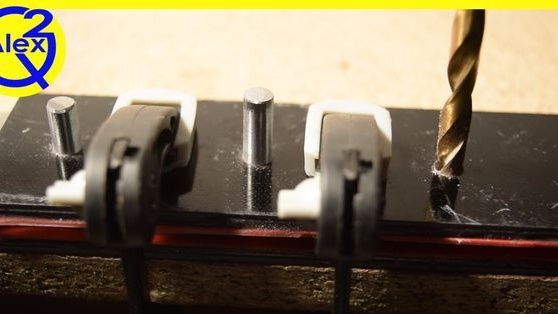
Trinn fireBor hull
På dette stadiet bor forfatteren hull i arbeidsstykket. Ved første øyekast virker denne oppgaven enkel, men det er noen ganger ikke så lett å bore høyt karbonstål.




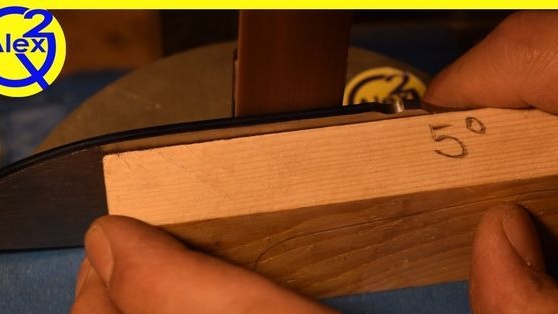
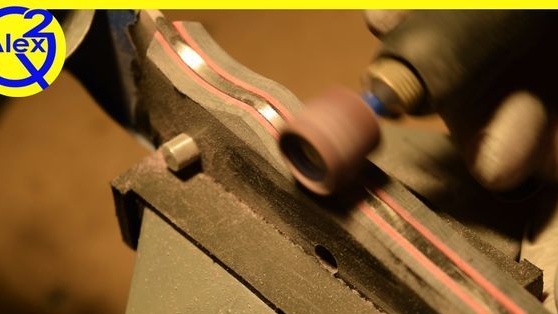
Trinn fem Kniv skråner
Forfatteren bestemte seg for å nærme seg produksjonen av fasader med full alvor. Først markerte han nøye ut alt, bestemte de nødvendige vinklene, og begynte deretter å forme fasader på en beltesand.





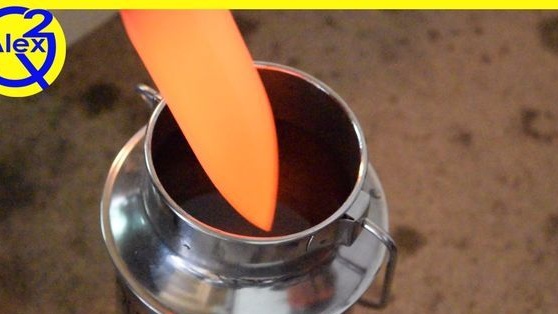
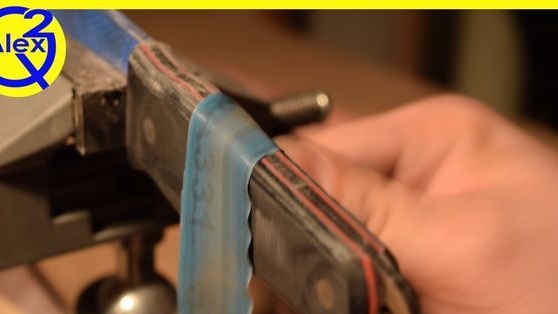
Trinn seks Vi tempererer bladet
Herding er et veldig viktig moment i fremstilling av en kniv. For å herde stål med høyt karboninnhold, må det varmes opp til en lys rød eller oransje farge, og deretter avkjøles i olje. Forfatteren varmet opp preformen sin fra 80CrV2 til en temperatur på 840 ° C - 880 ° C, og avkjølte den deretter i vegetabilsk olje.
Du må varme "fra baksiden", mens varmen blir fordelt ned til en smalere del. Den angitte temperaturen må opprettholdes i cirka 5 minutter, slik at stålet varmes opp jevnt. Etter å ha senket oljen i stål, la den avkjøle helt.
Hvis bladet er herdet godt, bør det ikke tas med en fil.



Etter det må kniven rengjøres med sandpapir.

For å oppnå den ideelle hardheten til kniven, trenger nå stålet litt frigjøring. Her trenger du en ovn, i den trenger du å varme opp kniven i to timer.
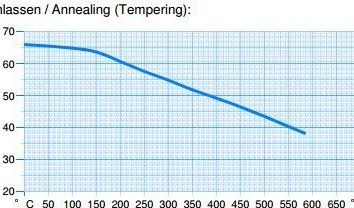
Her er eksempler på temperaturforhold avhengig av ståltype:
150 ° C - 63HRC
200 ° C - 60HRC
250 ° C - 48HRC


Syvende trinn. Penneproduksjon
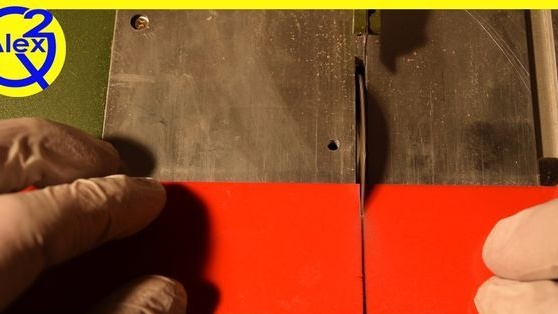
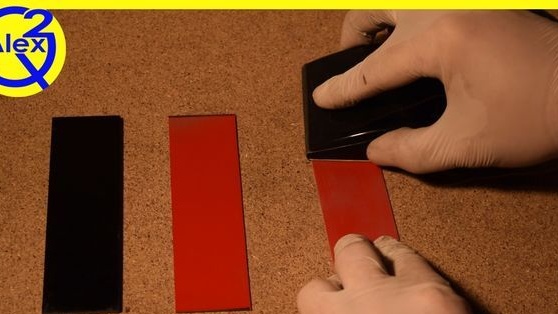
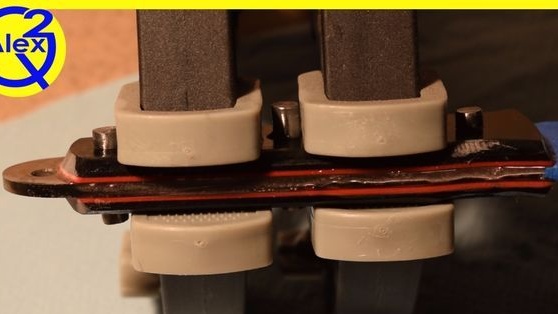
For å lage en penn bestemte forfatteren seg for å kjøpe en G10. Røde og svarte deler ble valgt. Hele denne saken går klassisk. Først må du feste bladet til materialet og sirkle formen. Deretter dras alle delene sammen, hullene til pinnene bores og kobles sammen.





















Håndtaket er limt med en epoksy, etter at det herder kan håndtaket til slutt slipes.











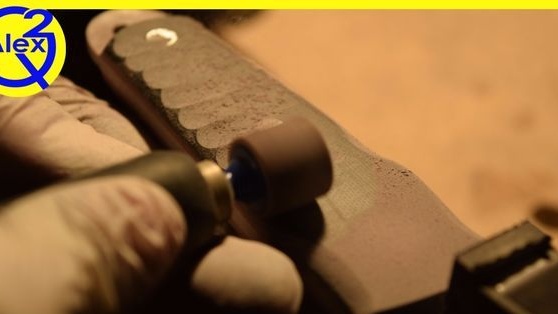
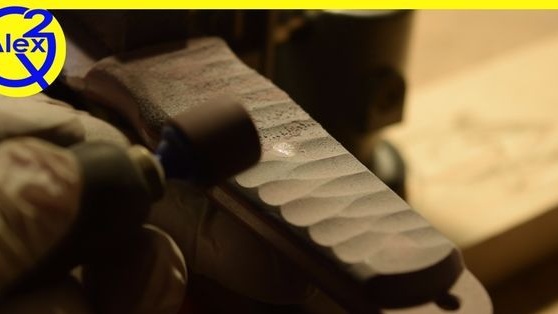


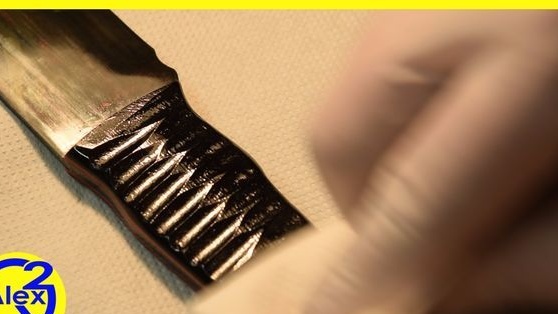
Forfatteren danner også ribb på håndtaket for en behagelig passform i hånden og et vakkert utseende.
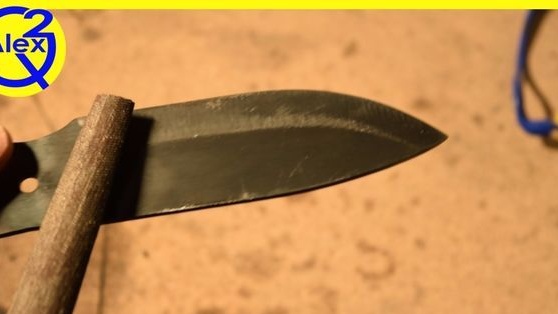
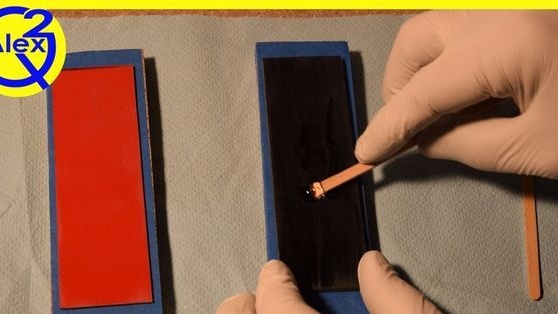
Trinn åtte. patina
For å beskytte metallets kniv mot rust bestemte forfatteren seg for å dekke den med en patina. For å fremskynde denne prosessen ble det kjøpt et spesielt reagens.




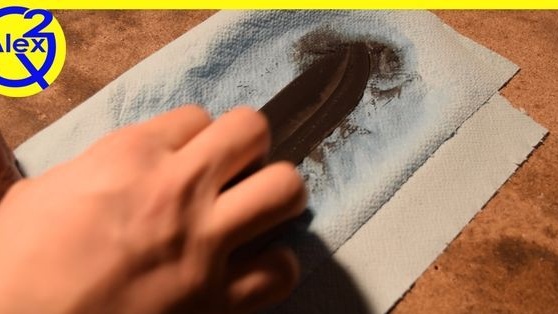
Trinn ni. Slipe og sjekke kniven
Hovedslipingen av kniven gjøres på en beltekvern, men den får perfekt skarphet ved manuell skjerping. Her brukes vannstein med en kornstørrelse 3000 og 6000.



Sliping skal være slik at kniven klipper papiret uten problemer.


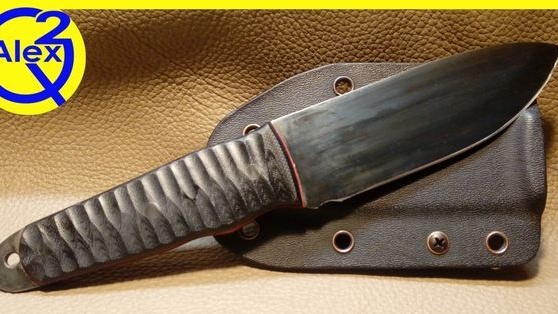



Avslutningsvis er den belagt med olje for beskyttelse.