

I dagens artikkel vil vi vurdere teknologien for å lage en god sterk kniv fra Damaskus stål. Kniven er skapt i tradisjonell stil, det vil si ved smiing. Her vil du trenge en ildsted, ambolt, hammer og mye tålmodighet.
Et trekk ved Damaskus-stål er at forskjellige typer metall blandes ved smiing. Først blir plater tilberedt, deretter sveiset, oppvarmet, og deretter blir arbeidsstykket vridd for å blande alle typer metall.
På grunn av det faktum at kniven kan utgjøre en trussel for helsen, bør den ikke gis i hendene på mennesker med en ustabil psyke.
Materialer og verktøy for å lage en kniv:
Fra materialer:
- stålplater av minst to kvaliteter (det er ønskelig å bruke stål med høyt karboninnhold, da kan det herdes godt. Forfatteren brukte to typer stål, disse er 1095 og 15n20);
- fluks (boraks vil være nødvendig, den kan kjøpes i en jernvarehandel);
- en lang stang (nødvendig slik at det er mulig å sveise et arbeidsstykke for oppvarming i en ovn);
- alt tre å velge mellom;
- epoksylim (helst som tørker raskt);
- messing nagler;
- linolje eller annen impregnering for tre;
- vegetabilsk olje for herding av stål;
- jernklorid.

Fra verktøyene:
- en ambolt (helst en virkelig stor ambolt. I ekstreme tilfeller, et stykke skinne, en slegge og annet det er);
- hammer (forfatteren brukt sammen med en tverrspiss som veide 1,3 kg);
- sveising (det er praktisk for henne å sveise platene med hverandre og feste beslagene, men hvis ikke kan du bruke ledningen);
- en smie for smed (den må ha en relativt høy temperatur slik at arkene smelter sammen);
- beltesliper (du kan bruke en fil, men det vil ta mye styrke og tålmodighet);
- ovn (eller annet tilpasning for oppvarming av metall for temperering);
- en boremaskin eller en boremaskin;
- Vise (veldig nyttig i prosessen.


Prosessen med å lage en kniv:
Første trinn. Samler emnene
På dette stadiet forbereder forfatteren emner. Det er nødvendig å kutte platene i ønsket lengde, for forfatteren er den 7,6x1,2 cm. Det er viktig å tenke på at jo større arbeidsstykket, desto vanskeligere vil det være å smi en kniv. Foreløpige sveisesteder må rengjøres nøye fra rust og skala. Platene er stablet med vekslende metaller.



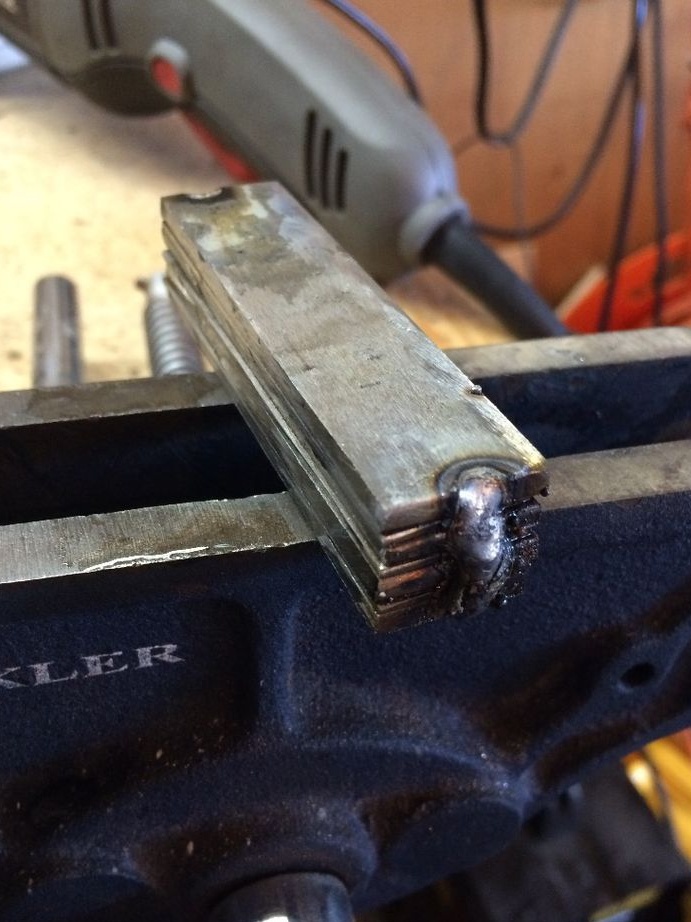
Avslutningsvis må et armeringsstykke sveises til arbeidsstykket slik at det kan plasseres i ovnen. I stedet for å sveise armeringen, kan selvfølgelig arbeidsstykket trekkes ut ved hjelp av langhånds tang.
Trinn to Vi sender arbeidsstykket til ovnen
Nå blir arbeidsstykket utsatt for første oppvarming og først smiing. Hornforfatter laget hjemmelaget fra en gassflaske. Innvendig er den ferdig med ildfast sement og koolinull. Siden ildstedet er lite i størrelse, varmes den lett opp til de ønskede temperaturer.





Metallet må varmes opp til en kirsebærrød farge, etter å ha fjernet det, er det nødvendig å strø det med en brun for å fjerne skala og forhindre samspill med oksygen. Spesielt må du prøve å fylle boraks mellom spaltene på platene, så metallet blandes godt og blir så homogent som mulig. Denne prosedyren må utføres flere ganger, hvis nødvendig fjerner du skalaen.
Videre varmer arbeidsstykket opp til smedetemperaturen, ifølge forfatteren, er dette i området 1260-1315 omtrentC. Metallet skal bli lyst gult eller oransje. Før du tar ut arbeidsstykket, må du forsikre deg om at det allerede er en ambolt og en hammer for hånden, siden metallet kjøler seg ned og du ikke kan miste tid.
Som et resultat blir det ved å smi arbeidsstykket strukket slik at det kan bøyes.
Trinn tre Rørestål
På dette trinnet blir arbeidsstykket oppvarmet mange ganger og egner seg til smiing, jo flere ganger dette gjøres, jo bedre blir metallet blandet. Først må arbeidsstykket smidd på en slik måte at det blir dobbelt så lenge som det var. Strekk metallet så jevnt som mulig. Deretter, i midten, lages et hakk med en meisel, og arbeidsstykket brettes i to. Etter det blir den igjen oppvarmet og smidd til de to platene blir homogene. Totalt brettet forfatteren metallet 4 ganger og fikk etter hvert 112 lag.
Når du binder flere lag, er det viktig å alltid bruke en brun og rengjøre skalaen.



Formelen for beregning av lagene er som følger: startbeløpet * 2 i graden av antall bøyer, dvs. 7 * 2 ^ 4 = 112).
På slutten varmes arbeidsstykket opp igjen til smedetemperaturen, settes ved kanten inn i sporet av ambolten og vris i en spiral. Da må denne spiralen igjen reformeres til en rektangulær form. Avslutningsvis kan du kontrollere at lagene er homogene ved å fjerne en eller flere kanter på arbeidsstykket.
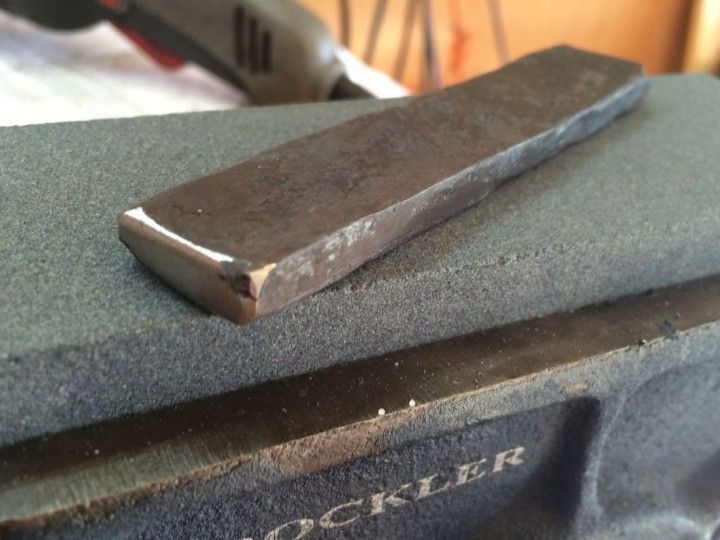
Trinn fire Smi hovedprofilen
På dette stadiet danner forfatteren den viktigste knivprofilen ved å smi. På dette stadiet kan du også stille inn fasens på kniven, slik at du senere må jobbe mindre på en kvern eller fil, som i sistnevnte tilfelle er veldig trist.


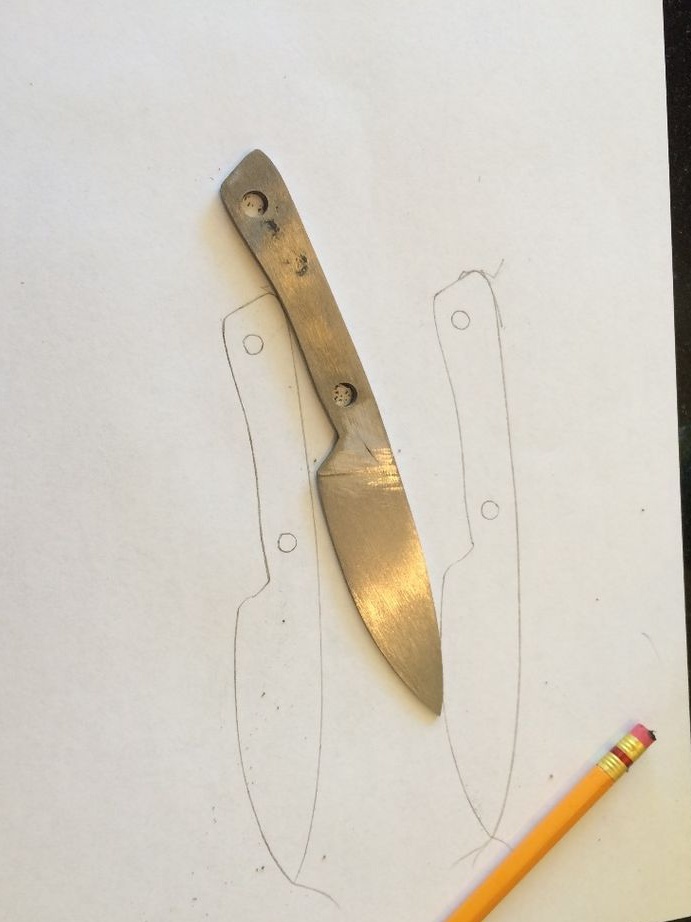
Trinn fem Slip profilen
Hvis du ikke har en slipemaskin, vil du trenge mye tid og krefter for å fullføre dette trinnet. Her trenger du en fil og en kvern.








Mot slutten av slipingen bor du hull for å feste håndtaket i arbeidsstykket. Fortsatt her, noen detaljer må avsluttes med en fil med 400 korn. Du må også skjerpe kniven først, men trenger ikke å gjøre den skarp, siden den kan skjevles under herding.




Trinn seks Metallherding
Herding er et veldig viktig moment i fremstilling av en kniv. Styrken til det fremtidige bladet avhenger av det, og hvis teknologien krenkes, kan arbeidsstykket i det hele tatt bli ødelagt. Aller først skal stål slippes så mye som mulig. Dette gjøres slik at metallet ikke fører under bråkjøling og bladet ikke skjeves. Metallet frigjøres ved flere oppvarminger til en temperatur der stål ikke lenger vil bli tiltrukket av en magnet. Totalt skal slike oppvarminger være fra tre til fem. Stål skal avkjøles gradvis i friluft.



Etter det kan stålet herdes. Det varmes opp igjen til en kritisk temperatur og senkes deretter ned i varm olje.Stål med høyt karbon trenger ikke å slukkes i vann, da det avkjøler metallet for raskt og det brytes ned.
Etter herding må stål slippes slik at det ikke blir sprøtt. For å gjøre dette blir arbeidsstykket plassert i en ovn med en temperatur på 205 grader og oppvarmet i en time. Da må hun få lov til å avkjøles gradvis.
Syvende trinn. Bladetsning
Når etset, får bladet et karakteristisk mønster. Hele denne saken skjer kjemisk uten bruk av strøm. Jernklorid bør tilberedes i henhold til instruksjonene, forfatteren har tre deler vann og en del jernklorid. Aldring varer bare 3-5 minutter.


Trinn åtte. Vi samler håndtaket og skjerper kniven
Det er mange teknikker for å lage håndtak for kniver. Du kan bruke forskjellige tresorter, dyrehorn, bein, plast og andre materialer. Forfatteren bestemte seg for å bruke kirsebær og messingnitter til disse formålene, og alt er klassisk koblet på epoksylim. Avslutningsvis er pennen polert med 400 korn og deretter grundig gjennomvåt i linolje.


På slutten trenger kniven bare å bli skjerpet. Forfatteren bruker en vanlig hvetstein til slike formål. Men for å bringe bladet til perfeksjon, kan du bruke vannstein og gradvis senke kornstørrelsen.




Den totale lengden på kniven var omtrent 15 cm.