


For en tid tilbake var kabling og produksjon av et trykt kretskort for enheten en obligatorisk ferdighet for nesten enhver radioamatør. På den ene siden er det ingen steder å gå - ingen vil gjøre det for deg, og på den andre, prosessen, involverer en god del kunnskap og praktiske ferdigheter som ikke vil være overflødige. Og husk hvordan disse trykte kretskortene malte ... Der det er blekktegning på sporingspapir, som plaget mer enn en generasjon studenter ved universiteter i tekniske områder.
Det er faktisk flere metoder for å produsere et trykt kretskort, hvis vi snakker om den kjemiske oppløsningen av ubeskyttede deler av kobber på laminert plastfolie, så historisk sett var den første en metode for manuell tegning - en vulgær tegnepenn, ofte en spesiell glass. De brukte også plastiske kapillærer trukket fra en tykkvegget utskiftbar ampulle fra en kulepenn eller, bedre, metall, fra medisinske sprøytenåler. Det var en rekke spesielle teknikker, lik blekktegning, slik at du kunne tegne jevne spor, spesielle linjaler med ben eller en hevet kant, for ikke å smøre sporene. Gikk rundt hendene oppskrifter for lett å tegne komposisjoner - ikke tørking i nålen og ikke smurt.
Da personlige datamaskiner sluttet å være eksotiske, viste det seg at sammen med spill var det en rekke veldig nyttige, ganske kompliserte programmer - de såkalte "CAD" (datastøttet designsystemer), blant dem var det også de som var orientert mot våre amatørradiosaker, spesielt e industrien som helhet. Helt i begynnelsen, i løpet av tiden "286s" og "386s", da "frosk A hopper lenger enn frosk B", husker jeg at det var enkle programmer som gjorde det mulig likevel å forenkle arbeidet med å "spore" styrene betydelig - før dem malte de på grafikkpapir eller bare på et stykke papir i en boks.Dessuten var det mulig å trykke den ferdige tegningen i en skala fra 1: 1 (det var alltid ikke nok kassetter på en karbon-matriksmatrise-skriver) og festet den med klebebånd til folien av glassfiber, farget sentrene for fremtidige hull på utskriften - som et resultat var hullene på brettet mye jevnere og mer presist, noe som var veldig viktig for mikrokretser. På samme måte ble stiene tegnet med hender, alle de samme med en rutemerking.
Litt senere senket dot-matrix-skrivere seg i glemmeboken og ble erstattet av laser- og blekkskrivere. Jeg mistenker at helt fra begynnelsen av å tegne trykte kretskort på en datamaskin, ble amatørfolket plaget av spørsmålet - hvordan ville jeg overføre denne skjønnheten akkurat som denne, fra skjermen, ellers kom den smertelig ut "der" og klønete "her", noe med det måtte gjøres. Da laserskrivere, "mirakel ved fiendtlig teknologi", relativt sett dukket opp, ikke bare i dekaner, men også i avdelinger og folk fant ut hva som skjedde, ble teknologien født med overføring av smeltet toner, et jern, kjent som "LUT" (laser-stryking ). Vel, snart trakk spesialiserte kjemikalier seg opp.
Det siste, lar deg organisere et veldig enkelt middel, hjemme, en prosess som ligner den industrielle og for å oppnå veldig god kvalitet på sluttproduktene. Ja, som en enhet for utskrift av fotomasker er det tillatt, og enda mer, det er direkte anbefalt at skriveren er en blekkskriver - i motsetning til en laserskriver, varmes den ikke opp papir og film når du skriver ut, og utskriften stemmer veldig nøyaktig med de angitte størrelsene. Vel, fotomasken viser seg å være mer "tett" - det vil si svart, i lyset, den er svart, ikke grå.
Så vi vil vurdere detaljert hele prosessen.
Det som var nødvendig for ham.
Verktøy.
Krever tilgang til en datamaskin med en skriver, et lite benkverktøy, containere av passende størrelse for utvikling og etsing. Du vil definitivt trenge en UV-lampe. Myk børste.
Materialer.
Gjennomsiktig film for utskrift på den skrivertypen du har tilgang til, lakk-fotoresist, kjemikalier for utvikling (NaOH, "Mole"), for etsing (eventuelt jernklorid, kobbersulfat med salt, sitronsyre med hydrogenperoksyd) faktisk selve arbeidsstykket.

Jeg fikk en slik fotoresistlakk i en aerosolpakke. "Positiv" er i den forstand at når du skriver ut en fotomaske, er det ikke nødvendig å oversette bildet til negativt - alt som er svart på malen, blir lakkert fra etseløsningen og vil forbli i form av utbuelser på blankt.
Det første vi gjør er å kutte arbeidsstykket. Hvis dette er et stykke jern, er alt klart, hvis det er laminert plast med et lag folie, bør du ta vare på et enkelt verktøy som gjør det mulig å lette prosessen i stor grad.

Kutteren er laget av et ødelagt båndsagblad, tannen er saget med en "kvern", et håndtak er nødvendig, men det er ikke verdt å estetisere - verktøyet er ikke for holdbart, "klo" må oppdateres jevnlig - glassfiber er et slipende materiale.
Blanketten skal kuttes med et ”kvote” - ti millimeter på hver side viser seg å være uegnet for kvalitetsutskrift.
Etter å ha kuttet arbeidsstykket, slipes det grundig med fint papirpapir flere ganger, vekslende mellom slipeanvisningene. Overflaten på arbeidsstykket skal være flatt, matt. Du kan ikke berøre den forberedte overflaten med hendene - fete flekker lar ikke lakken feste seg ordentlig. Det er bedre, selv før du sliper, å ta på en ren hanske på venstre hånd og bare holde arbeidsstykket til den.
Etter sliping påføres lakk på den forberedte overflaten. Tynt lag (en vanlig feil er å helle fetere, laget skal være litt synlig og bare). Det er bedre å vippe arbeidsstykket slik at overflødig væskelakk tappes. Det er tydelig på et ventilert sted eller på gaten og i svak belysning, for ikke å lyse umiddelbart. Etter å ha tappet overskuddet, legges arbeidsstykket horisontalt i en tidligere tilberedt ugjennomsiktig tørkeboks.
Tørking. Det er to alternativer - "naturlig" - minst en dag, ved romtemperatur og "tvunget" - i en ovn på 75 grader, et kvarter.I dette tilfellet må tørkeskapet være utstyrt med en PID-regulator, ellers kan ikke en betydelig "utkjøring" av temperaturen unngås, og arbeidsstykket vil sannsynligvis bli skadet. Under fabrikkforhold liker de ikke å tørke ved romtemperatur - i lang tid er det stor risiko for å fange støvpartikler på den klebrig overflaten. Vi har det travelt, som om det ikke er noe.
Skriv ut en fotomal mens arbeidsstykket tørker. På en gjennomsiktig film designet for utskrift på vår type skriver. Fra programmet hvor tegningen ble utviklet. Utskriftskvaliteten bør settes til maksimalt. I prinsippet er én passering nok, men små "sår" er synlige på det store feltet til det ferdige produktet. For å minimere dem, bør du ta eksponeringsintervallet så lite som mulig og telle det veldig nøyaktig, helst med stoppeklokke.
En tettere fotomaske som tillater flere friheter, kan trykkes dobbelt på ett sted hvis mekanismen til skriveren vår svelger arkene på nøyaktig samme måte. Hvis ikke, er det bedre å lage to eksemplarer og legge dem oppå hverandre med biter av klebebånd. Ta en titt på det.
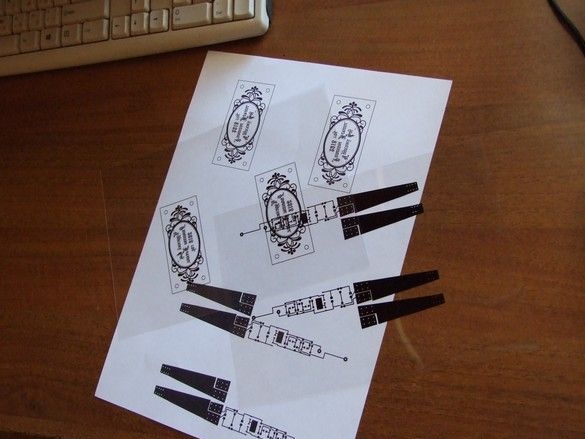
To identiske fotomasker er skrevet ut. Mirror. Begge deler. For å feste dem til arbeidsstykket med blekksiden - et mål som påvirker oppløsningen på fremtiden.
Trykte mønstre er kuttet med saks, og ett av kopiene, det er bedre å lage litt mindre enn det andre - det vil være mer praktisk å fikse det med tape. Fire stykker smal tape, noen få centimeter lange, er kuttet på forhånd og limt på kanten av skrivebordet.

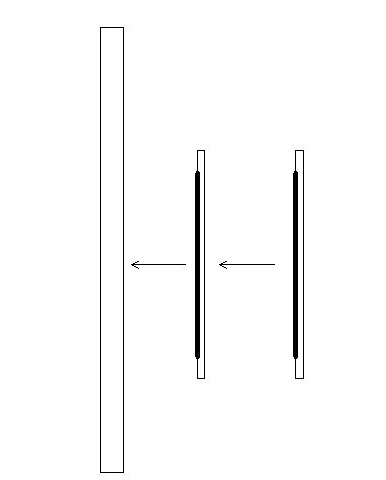
En mal med store marginer er plassert på et ark hvitt papir, med et blekklag på papiret. En mal med mindre felt plasseres øverst og forskyver den, vi kombinerer tegningen nøyaktig. På hvit bakgrunn er et papirark veldig bra. Når du holder den øvre malen med en hånd, fikser vi kantene med de forberedte limbåndene. Order.

Med en ett-lags fotomaske, mot bakgrunnen av snø utenfor vinduet, kan man se at den skinner litt gjennom.
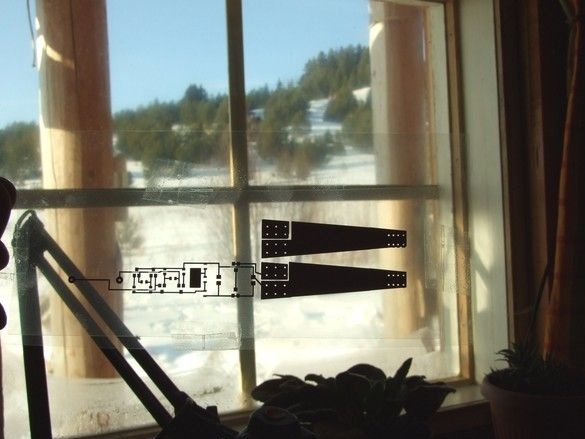
Med to lag forblir den svarte fargen, på bakgrunn av den samme snøen, svart.
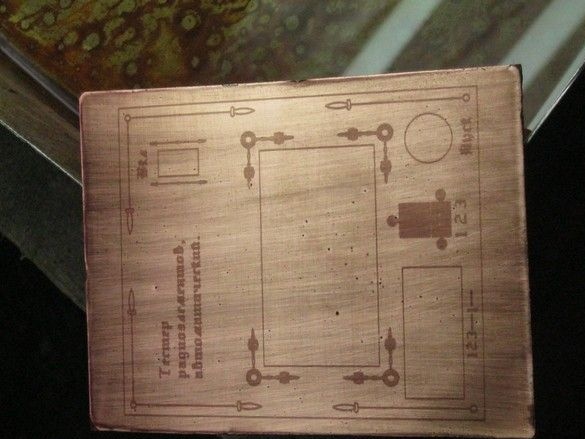
Etter å ha tørket arbeidsstykket, ta det ut i dårlig belysning, inspiser. Overflaten skal være gjennomsiktig, blank, lakkert, litt lilla. Mest sannsynlig dannet det seg små flekker på kantene, men det var det tillatelse for. Filmens minste sløvhet indikerer at belegget ikke er egnet for videre utvikling. Du kan skylle av slikt aceton, uten å angre, bare tid blir spart.
Eksponering. Vår lakk er følsom for ultrafiolett lys (UV). Den mest praktiske kilden til UV-lys er kanskje en lampe som energibesparende. Det er nok å skru den inn i hvilken som helst bordlampe med en passende base og "bestråleren" er klar.

En slik lampe klarer å eksponere arbeidsstykker opp til 200 mm i lengde. I en sittende, hvis du baker for å lyse opp en lengre, kan du bruke et militært triks - eksponer i deler, lukk den ferdige med en ugjennomsiktig plate.
Eksponering. Emnet plasseres på en flat overflate, oppå den korresponderende siden av fotomasken, og alt dette blir presset av glass. Det er praktisk å kutte to identiske briller og plassere et tomt med en fotomal mellom seg. Kantene på glassene kan midlertidig festes med kontorklemmer.

Men de beste resultatene oppnås med en elastisk gjennomsiktig "pute". I de fleste tilfeller, på små arbeidsstykker, er det praktisk å bruke en forseglet pose med glidelås.
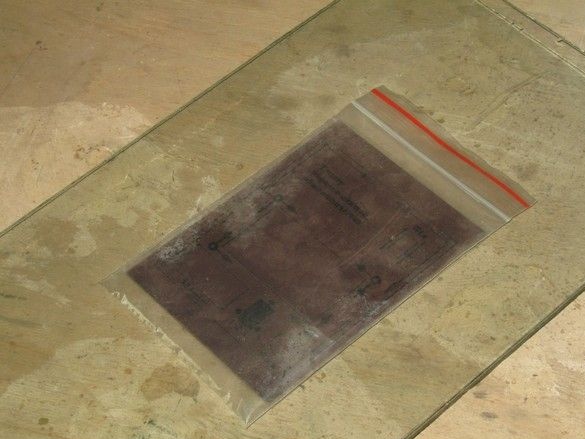
Vi blåser den litt opp og lukker festet. Så for å få en slags "madrass". Det legges mellom det øverste glasset og fotomasken. Essensen av bruken er et ensartet tett klips av fotomasken til arbeidsstykket. Det er fremdeles en metode for å trykke med vakuum, men så mye enklere. Når størrelsen på posen med låsen ikke er nok, kan du lodde en slik madrass selv fra en vanlig pose eller bare polyetylen.

En papirstrimmel legges på stedet som skal sveises, og en oppvarmet loddespiss strekkes over den. Hastighet og temperatur bør velges på forhånd. Et loddejern er ønskelig gjennomsnittlig ~ 40 watt, effekt og temperaturreguleringsspiss.

Eksponeringstiden bør velges på forhånd av et enkelt eksperiment - en fotolakk påføres emnet og en mal skrives ut - 10min, 9min, 8min, 7min ... Deretter blir et emne med en så "midlertidig" fotomask plassert under UV-lampen, der alt unntatt "10min" er dekket, Vel, la oss si - et stykke tinn. Etter et øyeblikk skifter vi platen, utsetter innskriften “9min”, og legger deretter “8min” til dem, og så videre. Deretter, etter utvikling, undersøker vi resultatet og skriver i arbeidsboka og på esken med en UV-lampe, tidsperioden da de klareste utskriftene ble oppnådd.

Det må huskes at eksponeringsforholdene skal gjentas fullstendig - den samme lampen, samme avstand til arbeidsstykket, det samme glasset. Et annet viktig poeng - som alle lysrør (energisparende) lamper, går UV-en jevn inn i driftsmodusen. Det vil si at du må skru på lampen, vente et par minutter og deretter tømme et tomt med en fotomal under den. Det er absolutt synd - det ville være fristende å bruke en tidsbryter for fotoutskrift, men glødelamper ble brukt der.
Etter eksponering la vi arbeidsstykket igjen i en lysfast boks, i 5 ... 10 min. Dette er viktig.
Etter eksponering i mørket - utvikling.
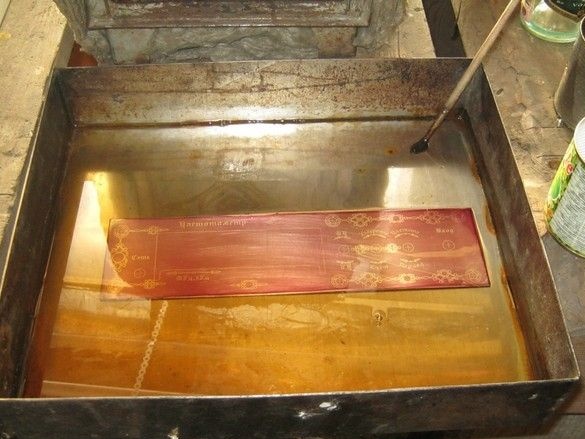
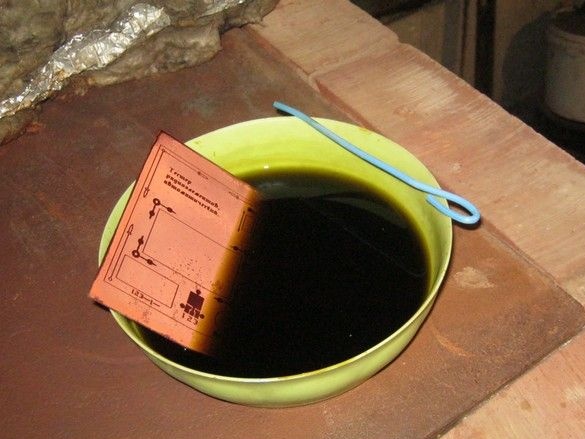
Utviklingen av lakken min, utført av alkali - NaOH, selges i tørre butikker i radiobutikker. Det er løselig i vann. Det er mulig og enda bedre å bruke en løsning av en renserenser, for eksempel “MOLE”, som inkluderer denne alkalien. For det første er det billig og rimelig, og for det andre er effekten av en slik rengjøringsløsning mye mildere. Det er sant at ikke alle varianter av “MOLE” inkluderer denne alkalien. Konsentrasjon - 60 ml per 1 liter vann. Et sjal eller et stykke av vårt stykke jern dyppes i et passende trau med en alkaliløsning, og etter å ha ventet et par minutter vifter vi litt på overflaten av stykket i løsning med en veldig myk børste. Områdene med lakk som var under de gjennomsiktige områdene av masken, skulle begynne å oppløses. Til slutt vil det være et ganske godt markert, tydelig avtrykk.
Vi vasker arbeidsstykket øyeblikkelig i rent vann og legger det i beiseløsningen.
Det er flere oppskrifter for etsing av kobber og legeringer. Nylig ser det ut til at en oppskrift med hydrogenperoksyd og sitronsyre har fått popularitet. Damer, en slik løsning - for ikke å flekke noe hjemme og kjøpe ingredienser i den vanlige matbutikken og apoteket. På dette er fordelene hans oppbrukt. Kostnaden for komponenter, i forhold til ønsket volum, er ikke billigere enn jernklorid. Den siste er en lærebokoppskrift. Det fungerer raskt, spesielt når det varmes opp, nå er det ganske rimelig. Det er nødvendig å jobbe nøye - stoffet og hendene er veldig fargede. Og til slutt er den billigste oppskriften to deler bordsalt, en del kobbersulfat. Sistnevnte selges i jernvareforretninger med en hage skjevhet. Med god oppvarming fungerer det ikke verre enn jernklorid. Ekte kobberforbindelser er giftige - ikke et "senneps-sarin-soman" kurs, en isolerende gassmaske er ikke nødvendig, men å vaske hendene etter jobb vil ikke skade.
Så kjemikaliene og redskapene er forhåndsvalgt, løsningen blir tilberedt. Vi plasserer det utviklede emnet i det. Ja, hvis det er et stykke jern, skal baksiden ikke være korrodert av løsningen, og selve løsningen skal beskyttes mot unødvendig bruk - beskytt overflaten mot tilgangen til etsingsløsningen, for eksempel nitrolakk. Det er aktuelt å gjøre dette før du lakker fotografiet. Det vil si at baksiden av stempelet på jernstykket vårt er belagt med nitrolakk, og ikke glem å belegge endene også. I et par lag er fordelen at den tørker raskt. Etter fullstendig tørking, rengjør vi arbeidsflaten med et fint sandpapir og påfører sensitiv lakk fra en sprayboks.
Under etsing dannes et lag med reaksjonsprodukter på overflaten av arbeidsstykket, som forhindrer god tilgang til frisk løsning og reaksjonen bremser. Prosessen vil gå mye raskere når du vasker produkter, det er flere velprøvde metoder - å plassere arbeidsstykket i løsningslaget opp ned, for eksempel feste det på en flytende flottør fra et stykke skum.Det er flere måter å agitere løsningen på - fra spesielle magnetiske rører, for eksempel kjemiske, til luftbobler og vibrasjoner av et kraftig høyttaler eller høyttalersystem koblet til en forsterker i generatoren i generasjonsmodus. Selvfølgelig vil prosessen pågå slik, men mye lenger, i dette tilfellet er det verdt å plassere kyvetten i nærheten og riste løsningen oftere.
Apropos kyvetter, hvis det ikke er en beholder i passende størrelse, kan du lage sidene av blokkene og linje innsiden med polyetylen. Arbeidsløsninger (sylting og utvikling), det er praktisk å oppbevare i plast rektangulære beholdere med et forseglet lokk, ellers vil de fordampe.

Små arbeidsstykker kan behandles direkte i containere, for dette er et gitter med et håndtak laget av ledning i isolasjon laget av et stykke av en bioppsamler av propolis.

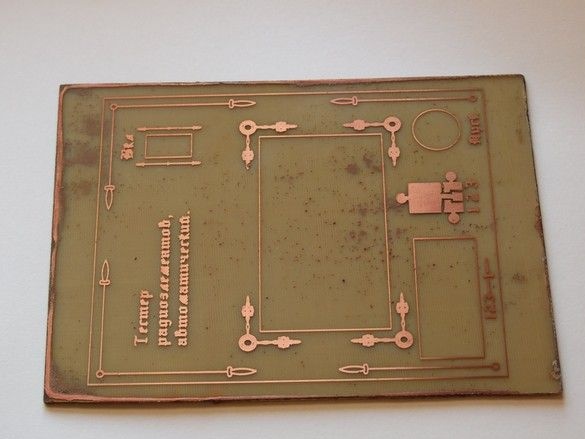
Når etsen er fullført blir kobber fullstendig oppløst i de ubeskyttede delene av kretskortet, en tegning med tilstrekkelig dybde blir etset i stålkasser, arbeidsstykket blir vasket grundig med vann og tørket. Et lag beskyttende lakk viskes ut med et stykke filler som er fuktet med aceton, eller rengjøres mekanisk med en mellomstor slipeklut.
Hvis arbeidsstykket er et trykt kretskort, gjenstår det å sage kvoter, bore hull og om ønsket tinn.
Hvis arbeidsstykket er et stykke jern (skala, navneskilt, panel), er den etset tegningen "å vise" - fyll utsparingen med en mørk mot lys bakgrunn. Det er best å gjøre dette med patinering - påføring av en kunstig patina. Patinering er en annen interessant historie.
