
I dag vil vi overføre til den fjerne Barnaul til smykkeverkstedet, der Timothy vil vise deg så mye detaljering som mulig hvordan en spesiell fanversjon av ringen ble opprettet for AlexGyver-kanalen.

Den vanligste produksjonsmetoden i knehøye smykker er tapt voksavstøpning. henholdsvis modellen først laget av voks, den såkalte voks, og deretter er formen laget av den. For fremstilling av voks brukes kjøpt smykkevoks til modellering. Det er mer praktisk å begynne arbeidet med voksstykker, som kan lages fra en sirkel oppnådd ved å helle voks på et ark med folie.

Voks med loddejern påføres en metallfinger med diameteren som kreves for ringen. Fingeren er pakket inn i folie for enklere fjerning av voks i fremtiden.
For voksskjæring brukes fortenner, hos Timothy er de hjemmelaget. Bred og flat for å fjerne en stor mengde materiale og skape en form, en nål for fint arbeid og gravering, og en rørformet skjæreskje for universelt arbeid og avsetning av voks, som vil bli vist senere.


Arbeidsstykkets prosesseringssekvens er som følger: Fjern først overflødig tykkelse på voksen. Chips vil bli brukt til videre modellering, og bygger opp modellen der den vil være nødvendig. Og så begynner voksutskjæringen i seg selv, merkingen av bokstavene og mønsteret. Som du vet er dette kunst, og hvis det ikke blir gitt deg, vil ingen instruksjoner hjelpe. Injeksjonsstøping og modellering er en kreativ prosess, men samtidig i moderne tids teknologi kan dette stadiet hoppes over ved å skrive ut modeller på en 3D-skriver.



Når markeringen av bildet og bokstavene er utført, blir linjene gradvis utdypet og overflødige fragmenter blir fjernet fra bakgrunnen. Og etter en ubestemt tid blir modellen lik det du kunne se på fingeren til forfatteren av kanalen AlexGyver. Deretter fjernes jernfingeren, folien også. Følgende er en valgfri prosedyre for å ta en form fra en modell. Formen lar deg raskt lage voks og gjenskape modellen, for eksempel for vifter. Men på samme tid, selv i produksjonen av et enkelt produkt, gir en voks en form, og for ikke å skru den opp, kan du også gjøre inntrykk bare i tilfelle det er slik det vil bli lagret i spillet eller programmet.
Modellen helles med flytende gummi, for eksempel PentElast-718, som fungerer som en epoksy og herder når en katalysator tilsettes. Formen for å skape et inntrykk er laget av plasticin. For å forbedre overføringen av små deler, er vaxet også forsiktig belagt med gummi, og deretter dyppet ned i formen. Etter herding blir inntrykket rengjort og alt demontert, kuttet inntrykket.



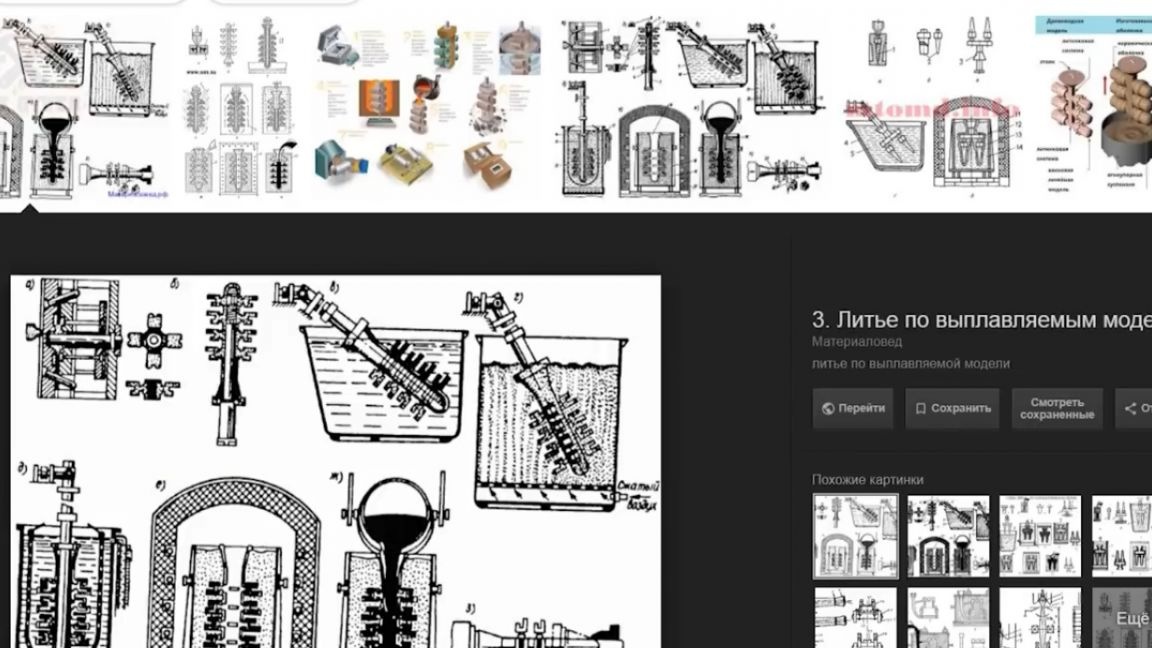
Nå kan voks helles i formen igjen, direkte smeltes og rulles den med loddejern. Og du får en annen modell, som selvfølgelig krever litt forfining, men i alle fall er den hundrevis av ganger raskere enn å kutte en ny. Forresten, en kopi hentet fra en form vil bli brukt til å lage en metallring. Forberedelsen av formen begynner. Sjablong er festet på trådstykker over en halvkule av myk voks eller plasticin. Senere i formen vil de bli kanaler for metallporter. Når det gjelder denne ringen, bør de ikke være mer enn 1,5 mm i diameter. Støping er en lang og energikrevende prosess, derfor skjenkes flere former om gangen og i hver flere modeller.



Fra en skål med smeltet voks spres voksen på granene for å koble dem sammen. Dette er nødvendig for å sikre riktig flyt og krystallisering av det dampede metallet. Følgende er prosessen med å forme (eller støpe). Det resulterende støpetreet må vaskes fra smuss og fett og festes i et stålrør, hvor det vil bli fylt med ildfast gips. Et rør er en ramme, det kalles en kolbe.
Modeller vaskes i skjær av hagtorn, i såpe og deretter i rent vann. Ved hjelp av maskeringstape stiger rørveggene. Gips avles i samsvar med instruksjonene.
Det er ikke nok bare å fylle det, du trenger å fjerne alle boblene helt fra det, ellers vil det smeltede metallet fylle dem, og da blir produktet dekket med en haug med små kuler som det ikke er mulig å fjerne overalt, og bildet på modellen blir skadet.

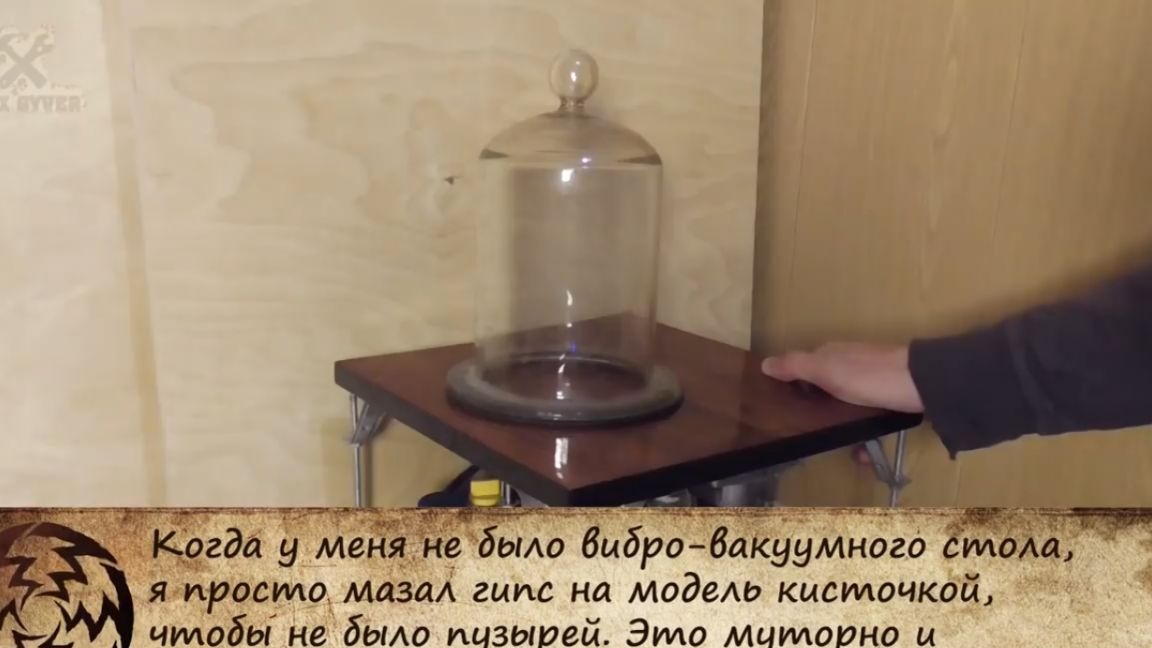
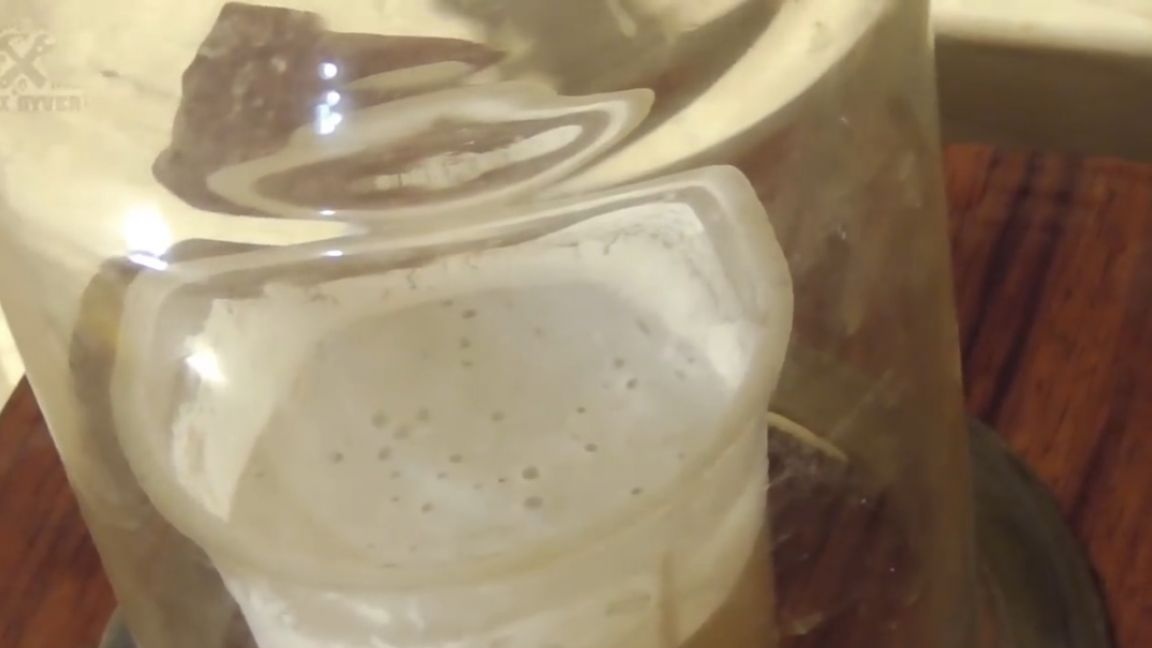
Pumpen pumper luft ut fra panseret, og benkeplaten vibrerer fra motoren med en eksentrisk. Dermed blir alle bobler slått ut og blåst ut av gipsen. Gips blandes i tid, fordi prosessen er sterkt begrenset. Gips er ikke bare skitt som tørker. Når du elter er den flytende og helles som kefir, men etter 8-10 minutter stivner den, siden det oppstår en kjemisk reaksjon i den. Hvis du blander den videre i denne tilstanden, vil den vanligvis forbli grøt for alltid.
I vakuum koker gips, luft kommer ut av den. Først evakueres selve partiet, deretter helles det i kolbene og støvsuges igjen. Alt dette må gjøres på 8 minutter. I kolben koker og stiger gips igjen, og for dette trenger vi limtape. Kolben helles på toppen og gips kan begynne å renne ut. En time eller to etter støping er gipsen allerede solid, den kan behandles mekanisk.
Kolberne trykkes, limbåndet fjernes, tilførselen er med plasticine og ledningen trekkes ut. Dette åpner granene som fører til modellen. Sjablonger har allerede oppfylt sitt oppdrag og overført formen til gips. Det er alt, det er ingen tilbakevending, voksmodellen har blitt en vokspøl, nå må du fjerne vann fra skjemaene, det er nesten en tredjedel av vekt der.
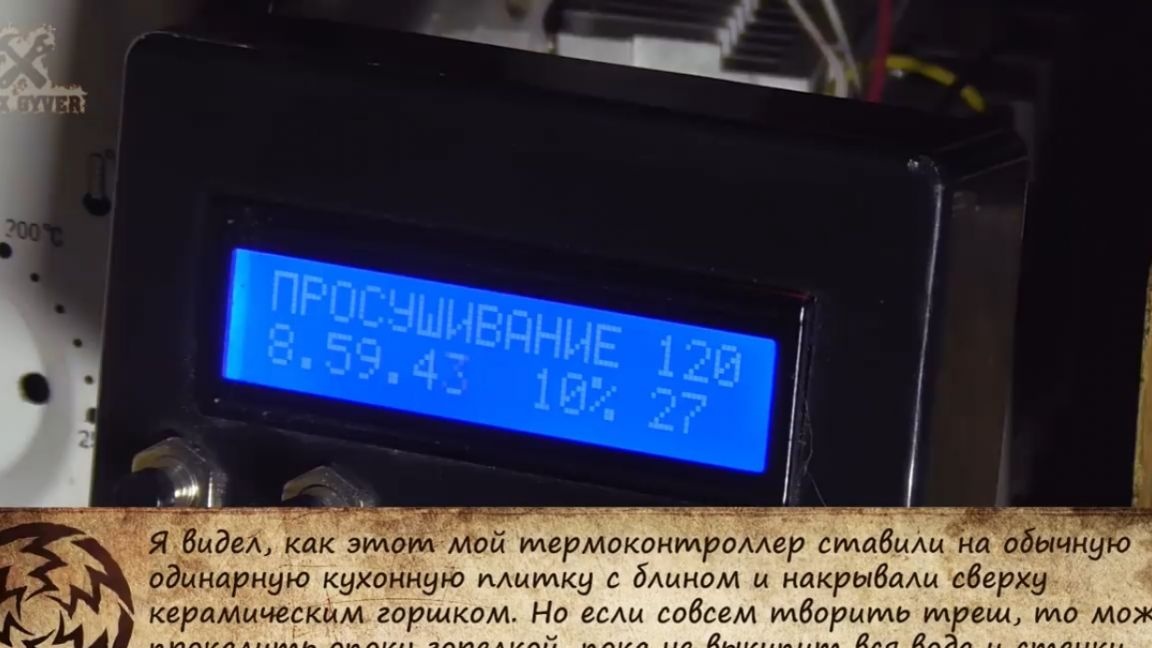
Formene er super rå nå, de trenger ikke bare å tørkes, men kalsineres slik at alt vannet kommer ut av gipskrystallgitteret. For å gjøre dette, bør ovnen gradvis heve temperaturen til 730-750 grader og deretter senke den litt før støping. Dette gjøres av temperaturkontrolleren. Beregning under tilsyn av en temperaturkontroller tar 9 timer.

Støpingen vil bli utført under trykk fra treghet, og formen er festet i en spesiell høyteknologisk enhet. Ethvert sølvskrot brukes som metall og smeltes med en vanlig brenner.
Vanlig borsyre (selges på apoteket) tilsettes det varme metallet. Det blir en oljefilm, som dekker metallet og beskytter det mot oksidasjon, absorberer slagg og renser smelten, generelt utfører de samme funksjonene som ved vanlig lodding. Borsyre produserer forresten en grønn flamme.


Deretter, for pålitelighet, er det en andre fluks - dette er natriumtetraborat (aka borax), gjør alt på samme måte som en vanlig flux bør gjøre.Det smeltende metallet er blandet med en titan-eik. Forresten, helles ikke metallet i granene på egen hånd, fordi overflatespenningskraften som ruller den til en kvikksølvkule forhindrer at den smitter inn i den tynne korridoren til støpesystemet. For dette er de laget tynne slik at det er mulig å smelte og tilberede metallet, og bare etter det fyller hele massen på en gang.
Følgende er en sprøytestøpsprosess der en treghetskraft tetter igjen metallet inne i formen. Uansett hvor sprø den kan se ut, praktiseres denne metoden frem til i dag, selv om oftere mestere foretrekker å bruke mer stasjonære karusellinstallasjoner. For eksempel helles tannkroner i slike, og alle er glade. Metallet krystalliserer under trykk - dette gir det de beste egenskapene. Deretter fjernes støpingen og renses for gips.
Vi fortsetter til behandlingen av avstøpningen. Etter å ha bitt eller saget av granene, må støpingen brennes rødglødende for å avlaste spenningen i metallet og rengjøre formen fra sotet. Etter oppvarming dyppes avstøpningen i en løsning av vanlig mat sitronsyre fra en matbutikk, og det hele kokes med en brenner. Når sitronsyre koker fungerer den som en ekte syre - den korroderer og skyller overflødig fra metallet, sølv blir hvitt.

Vi begynner prosessering med et bor med en grov emery-klut - 600, og vi beveger oss mot en nedgang i korn. En defekt dukket opp på støpingen - det er på tide, den må tettes med sølv loddetinn. Produktet legges på en ildfast flis, stedet for lodding under ild er dekket med en løsning av samme boraks og borsyre. Fluxen lager et hvitt belegg, som etter fusjon og gir ren lodding.

Med en tynn titanbånd (det kalles det) fanges et skåret stykke sølvlodding med et sølvinnhold på 72% og settes på plass.

Dette etterfølges av polering for å gi overflaten en glans, og deretter gjennomføres sverting eller oksidasjon, prosessen med kunstig aldring i en løsning av svovellever.
En klype pulver smelter til den bryter ut, så fylles den med vann og kokes opp. I den resulterende løsningen blir sølv svart på sekunder.

Ringen er klar. Slik ble den originale voksmodellen til en blank sølvring.
Takk for oppmerksomheten. Vi ses snart!
videoer: