
Det høyre hjulet er aldri rundt. Og han er ikke tynn. Og enda mer uten tre- eller karbonputer og anatomiske kjegler dekket av perforert skinn. Så mange eiere av avstemte biler tror. Og fra meg selv vil jeg legge til at det er nyttig for et godt ratt å ha en sertifisert design med kollisjonspute. Så kan høyre hjul oppnås ved å stille inn fabrikkrattet.
Ulike eksperter praktiserer forskjellige metoder for å produsere innlegg og anatomi på rattet. Jeg foreslår at du bruker matrise-teknologi basert på leiremodellen. Fordelen med plasticine i effektiviteten av å søke etter modellens form. Fordelen med matrisen er muligheten for gjenbruk ved fremstilling av samme ror eller fragmenter av skorper for ror av andre størrelser.
Den midtre delen av rattet krever ikke inngrep fra en tuner, kollisjonsputen skal fungere ordentlig. Bare kanten og delvis nålene kan oppgraderes.

01. Utformingen av felgen, kan du prøve å bare kopiere fra et eksisterende ratt, men du kan drømme deg frem med selve skjemaet. Den enkleste måten å forestille seg det ettertraktede rattet er å male konturene dine på bildet av giverroret. Men etter min mening bør du ikke surre på papir i lang tid, fordi de ergonomiske kravene og utformingen av rattet kan ødelegge dine uhemdelige fantasier.
02. Det er spesielt hyggelig å forbedre det dyre rattet til en prestisjefylt bil, selv om det å prøve seg på er verdt noe enklere.

03. De fleste av rattene til moderne biler er dekket med skinn, som jeg skyter først. Et mykt gummifelgsskall åpner seg under huden.
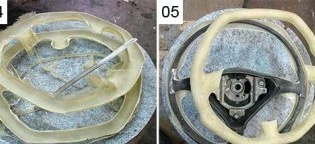
04. Hvis vi bestemte oss for å endre den ytre konturen til rattet, vil vi måtte kutte av overflødig gummi fra feltrammen. Men ikke bli involvert i rengjøring av rammen fra gummi, det er bedre å la den være på steder der den ikke forstyrrer endringen i form.

05. Og nå prøver vi på en gratis måte å se etter de riktige proporsjonene og håndvennlige formkonfigurasjonene på rattet laget av plasticine. Sammenlign det ergonomiske håndstøpet oppnådd fra plasticine med det originale rormønsteret. Vi overfører karakteristiske støt, bulker og stikkontakter fra tegningen til plasticin og igjen "pumper" rattets bekvemmelighet langs armen.

06. Vi begynner å finne frem tilnærmet fastmontert form av rattet på den ene siden. Samtidig er den evige tvisten at hovedsaken er plasticine eller kitt jeg løser til fordel for kitt.Dette betyr at jeg ikke polerer plasticinen til speilfinish for å fjerne en nesten ferdig matrise, men vil endre ujevnhetene som er igjen på plasticinen på det ferdige rattet med kitt. Men på plasticine, må vi merke linjene med spor for å lappe huden, og bruddene i plastformen med spisse ribber. Fjern malene fra tykk papp fra den ferdige plasticinen på halvparten av rattet.
07. Vi overfører konturene, linjene med sprekker og kanter av skjemaet gjennom malene til leiren på den andre siden av rattet. Sideltykkelsen på bagelen kan kontrolleres med en bremseklave, og sammenligner de tilsvarende stedene til høyre og venstre.

08. Og nå er skjemaet bygget opp, men ikke hastverk med å kaste ut konturmalene. Med deres hjelp må vi lage en forskaling for å danne flensene på kontakten til matrisens halvformer.
Som ethvert lukket volum, kan du få et solid ratt ved å lime sammen de øvre og nedre skorper på formen. For å lage disse glassfiberhalvdelene, må vi først lage en muggform fra en plasticine-modell. En kontakt langs flensene vil dele rattmatrisen i to separate halvdeler, der det er enkelt å lage de øvre og nedre skorpene til selve rattdelene.
09. Flensingenes forskalning må installeres strengt i planet til det bredeste lengdesnitt av rattet. Jeg pleier å fikse pappforskalingsplaten med plastinbiter på baksiden.

10. Arbeid med glassfiber, og spesielt kontakt støping av glassfiber impregnert med polyesterharpiks, gir praktisk talt ubegrensede muligheter for fremstilling av tredimensjonale former. Materiale i flytende tilstand omslutter overflater av enhver krumning og konfigurasjon. En herdet kompositt kan brukes til sin hensikt. Når jeg danner grove matriser, bruker jeg vanligvis ikke gelcoats (en spesiell tykk harpiks for arbeidsflaten) og dyre matrisharpikser. Men jeg innrømmer at noen ganger "misbruker" jeg fortykningsmiddel-aerosil (glasspulver). Min relativt tykke harpiks tetter grovheten på modellen godt og fyller de skarpe hjørnene på formen. Men støpekvaliteten påvirkes også av armeringsmaterialet. De første par lagene, spesielt på en sammensatt overflate, Jeg dekker den med 150 eller 300 glassfibermatte. Jeg anbefaler ikke å påføre mange lag samtidig - dette vil uunngåelig føre til glassfiberdeformasjoner. Etter halvannen time blir harpiksen solid, men polymeriseringsprosessen pågår fortsatt.
11. I mellomtiden vil den første støpeformeringen polymerisere, jeg snur rattet og fjerner pappforskalingen. For å forhindre at harpiksen fester seg til forskalingen, belagte jeg den tidligere med en voksbasert separasjonsforbindelse (Teflon) biler polish).

12. Når det ikke er noen separator for hånden, og tiden ikke tåler, forsegler jeg kontaktflaten med maskeringstape. Den er lett å fjerne fra herdet polyester. Så denne gangen lukket jeg flensen.
13. Nedsiden av modellen er også dekket med ett lag glassfiber. Etter at harpiksen har "steget", det vil si at den først ble omgjort fra en væske til en gelélignende, og deretter til en solid tilstand, snur jeg rattet igjen. Jeg påfører et lag med tykk glassmatte av klasse 600 på forsiden av modellen, etter å ha renset det forrige plastlaget med sandpapir. vekselvis påføring av lag øker jeg tykkelsen på matriksskallet til 2-2,5 mm (som tilsvarer 1 lag glassmattemerke 300 og 2 lag merkevare 600).

14. Den fullstendig limte matrisen opprettholdes i omtrent ett døgn, selv om det i form av konstant sus om kvelden, er den dannede matrisen allerede om morgenen på jobb.
15. Fleksibel og myk i glassfiberflytende tilstand, herding viser sin utspekulering. Når jeg ser på lollipopoverflaten, vil jeg holde den for hånd. Men usynlige, utstående glassnåler kan skade hånden din alvorlig. Derfor renser jeg først overflaten av matrisen lett med sandpapir. Den raggete, stikkende kanten på matrisen må kuttes, og etterlate en flens 25-30 mm bred. I en avstand på 10 mm fra kanten av modellen er det nødvendig å bore monteringshull for skruene i flensene. I denne formen er matrisen klar for fjerning.

16.Med et knivblad eller en tynn stållinjal, kobler vi ut flensene rundt hele konturen. Så utvider vi gapet som dannes mellom flensene og skiller halvformene til matrisen. Et tynt lag med plastinmodell under fjerning av matrisen blir ødelagt, noe som delvis blir liggende i halvformer.
17. Plasticinrester fjernes enkelt fra matrisen. Da kan den indre overflaten tørkes med parafin. Jeg rengjør konturene til flensene med sandpapir. På arbeidsflaten til den rensede matrisen er defekter i plastinemodellen tydelig synlige, noe jeg korrigerer med samme sandpapir.
Selv med denne grove matrisen kan du lage flere dusin ror. Men hvem vil gi deg så mange identiske ratt for tuning? Men eksklusivt arbeid med plasticine og glassfiber er etterspurt.
Del to:

Den grove matrisen laget med vanlig polyesterharpiks (i motsetning til den endelige matriksharpiksen) har betydelig krymping og krymping, noe som fører til forvrengning av den opprinnelige formen. Dessuten, jo mindre og mer kompleks delen, jo mer synlig er deformasjonen. Spesielt sterke tilbaketrekninger forekommer i hjørnene, som i vårt tilfelle langs hele buen til halvformseksjonen. Så når den fullstendige polymerisasjonen er fullstendig, akkumuleres synlige feilforhold av en halvform i forhold til en annen langs konturen i selve rattdelene. Men for det er det også en grov matrise, bare for å hjelpe oss med å overføre plasticine-ideen til et glassfiberemne av fremtidens form, eller tjene som et midlertidig (billig) verktøy for å studere etterspørselen etter et nytt produkt.
01. Før du begynner å lage halvdeler av rattet, forbereder jeg rattet for liming. Etter hvert å kutte overflødig gummi fra kanten og eikene, satte jeg rattet inn i matrisen halvform. Samtidig prøver jeg å la så lite plass som mulig mellom kanten og overflaten på matrisen for liming.

02. Du kan lime rattskorpene på en gang, straks legge to lag med 300 mm glassmatte. Det viktigste er å prøve å danne "tørr", det vil si fjerne overflødig harpiks med en klemt børste.
03. Et element med en tykkelse på to lag med tynn glassmatte viser seg å være sprøtt, så det må fjernes fra matrisen med forsiktighet. Jeg klikker på kantene av glassfiber som stikker langs kantene av matrisen mot hverandre og trekker forsiktig ut jordskorpen.
04. De ujevn kantene på de fjernede delene må kuttes i henhold til utskriften som er igjen på delen ved kantene på matrisen. For trimming kan du bruke et elektroverktøy, eller du kan sage av med en bau sag for metall.
05. Jeg prøver skorpene til rattet, mens jeg trimmer om nødvendig rattgummien. For å få bedre passform på deler, bør den indre overflaten av glassfiber rengjøres med grovt sandpapir, fjerne utpakkede glassfibernåler og harpiksstrømmer.
06. Gradvis modifisering av kantene på delene og kanten, passer jeg halvdelene til hverandre på rattet. Godt kombinert og fritt sittende på rattskorpene er klare for liming.
07. Det er to måter å lime halvformer på. Vanligvis settes delene som skal limes inn i matrisen, som i samlet tilstand kombinerer dem og presser mot kanten. Men jeg bestemte meg for å sette sammen rattet uten å bruke en matrise. Jeg ønsket å sjekke nøyaktigheten av kombinasjonen av deler og kvaliteten på fylling med klebemateriale hele plassen inne i rattet og i sømmene. Som liming bruker jeg en blanding av polyesterharpiks, aerosil (glasspulver) og glassfiber. Det viser seg at grøt ligner en glassfylt kitt, bare herdetiden er mye lenger. Med denne sammensetningen fyller jeg ratthalvdelene og klemmer dem på felgen. Jeg fjerner overflødig grøt som er presset ut av sømmene og fikser halvformene med maskeringstape. Korrekt deformerte steder med skorper korrigeres med klemmer.
08. Oppvarming av en del indikerer en intensivt fortsettende polymerisasjonsreaksjon. Halvannen til to timer etter limingstart fjerner jeg limbåndet og fjerner gjenværende harpiks. Etter det kan overflaten på rattet behandles.
09. På noen som er fjernet fra matrisen er det spor etter separasjonslaget. Derfor er det første jeg rengjør med sandpapir alt glassfiber fra restene av skillet.
10.Tradisjonelt møtes et avstemt ratt med karbonfiber (karbonfiber), trefinér og ekte skinn. Solide materialer med en lakkert overflate er plassert på de øvre og nedre delene av felgen, og sidedelene med rattene på rattet er dekket med lær. Så vi planla først å gjøre på rattet vårt. Men etter å ha holdt en nesten ferdig bagel i hendene, ble det klart for oss at den ekstreme utformingen av formen krevde en uvanlig finish. Og det ble bestemt å gjøre alt omvendt, det vil si huden over og under, med finér på sidene.

11. For større komfort kan et tynt lag porøs gummi limes under huden (noe som øker arbeidskostnadene kraftig). Et omtrentlig stykke av litt større størrelse enn nødvendig limes på glassfiberrattfelgen.
12. Gummi passer tett mot kanten. På steder med skinninnsatser limes også palmer av gummi som er kuttet ut etter ett mønster under håndflatene. Alle fragmenter av gummi blir glattet ut med sandpapir, og manglene blir reparert med gummikrummel blandet med lim. Konturer beskjæres i henhold til mønstre.

13. Når vi planlegger å fullføre rattet, må du stille riktig forhold mellom størrelsen på felgen ved skjøtene til forskjellige materialer. Så for eksempel tykkelsen på finér med lakk (opptil 2 mm) er lik tykkelsen på huden med lim. Dette betyr at kanten på rattet vårt skal ha samme tverrsnitt ved skjøtene. En gummi limt under huden dannet et trinn 2 mm høyt på kanten. Derfor må du justere kanten ved skjøtene med kitt. For ikke å ødelegge kantene på gummi-klistremerkene med kitt, må de maskeres med maskeringstape. For samme formål stikker jeg en tynn plasticinstrimmel langs gummikonturen, som vil bli et gap for å forsegle huden.

14. "Hårete" kitt er et uunnværlig materiale i arbeidene til brødplateprodusenten. Denne kitten er laget på basis av polyesterharpiks og blandes godt med vårt polyesterfiberglass. Jeg vet også at mange håndverkere lager rattet helt fra kitt. Gradvis påføring og sliping av kitt, rattet er festet ønsket form.
15. På den endelige overflaten på rattet markerer jeg linjene med sprekker for å tette huden. Kuttene på felgen er mest praktisk utført med et metall sagblad. Dybden på gapet skal være minst 3-4 mm, og en bredde på opptil 2 mm. Jeg kuttet kuttene laget med en klut med sandpapir. Spor med innlegg under håndflatene var merket med plasticine striper. Etter å ha fjernet plasticinen, blir sporene rettet opp med kitt og sandpapir. Det er veldig praktisk å legge hull "bormaskin".
16. Den siste berøringen er installasjon og montering av kollisjonsputetrekket. Det viktigste er å beregne hullene riktig. Fakta er at det bevegelige dekslet ikke skal gni mot kantene på eikene. I tillegg må du la rom for tykkelsen på huden eller Alcantara, som dekker kollisjonsputetrekket.

For passformens nøyaktighet, setter jeg lærstykkene inn i gapet og "pumper" rett sted. For å passe hullene brukes alle de samme virkemidlene - kitt og sandpapir. Jeg avslutter glassfiberen med en grunning slik at hele formen vises, fordi det er vanskelig å se den flekkete overflaten fra kittet defekter.
Dette avslutter arbeidet med prototypen, og produktet blir sendt til andre spesialister. Først vil en mester lime finér og lakk den, deretter vil en annen mester dekke den med skinn. Det endelige resultatet vil avhenge av etterbehandlerens kvalifikasjoner, men layoutmesteren med ergonomi, plastisitet og proporsjoner vil legge masteren til utformingen. Det er grunnen til at den grunnleggende spesialiseringen i produksjon av ikke-standardiserte produkter alltid har vært brødbrettproduksjon.