
God dag til alle. Alle vet at gode ting i disse dager ikke er billig i det hele tatt, og verktøy er intet unntak. Men mange verktøy kan lages gjør det selv og fra tilgjengelige materialer. Og forfatteren av Techno Cracy-kanalen vil demonstrere dette for oss. I dag vil forfatteren, fra en vanlig gammel fil, lage et håndverktøy, den såkalte Meisel. Og for dette arbeidet vil ikke masteren med vilje bruke noe elektroverktøy, bortsett fra en elektrisk bore, og selv da bare for å lage et hull i håndtaket. (Men du kan klare deg uten en elektrisk drill.)
Hovedverktøyet vil være:
Metallfil
fil
skrustikke
rasp
Sandpapir
Linjal med gradskive
Markør og enkel blyant
Et stykke vanlig papir
Slipemaskin
Maskinolje

Og trenger også en brenner.

Spraydåse med gass.

Epoksylim.

Og jernklorid.
Materialer: ideelt sett er det behov for leire, men forfatteren hadde ikke det, og derfor brukte han sementbasert kitt istedenfor leire.

Sovjetisk fil.

Rørleggertilpasning.

Håndtaket til hammeren.
Flekkalkohol.

Mineralolje.

Og stålstrikketråd.

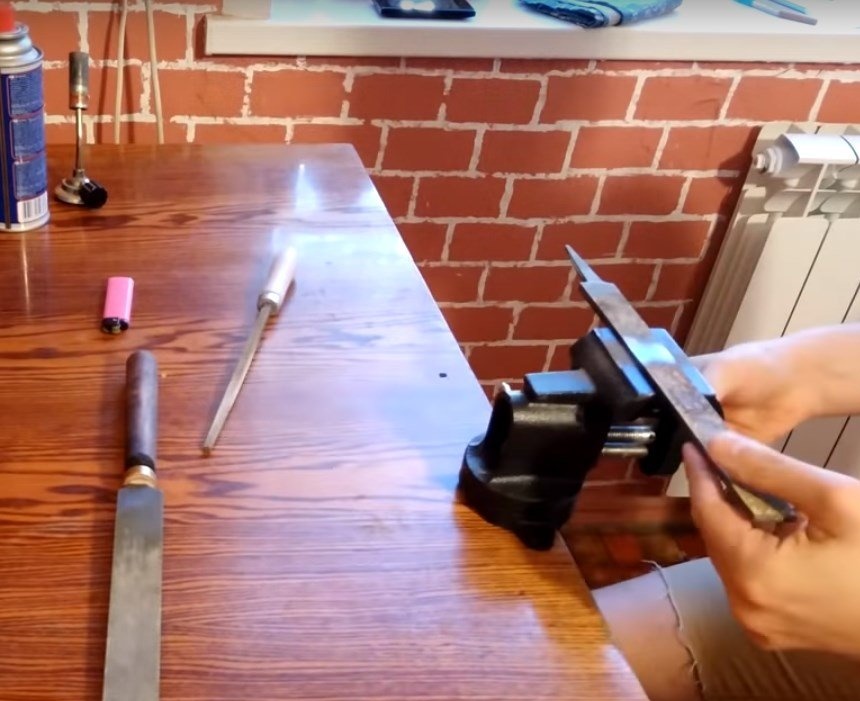
Litt om filhåndtering. Filen kan behandles på to måter med og uten slukking. Hver av disse metodene har sine fordeler og ulemper. Filen er herdet i normal driftstilstand. Derfor er det ikke mulig å behandle det manuelt. Dette er metoden uten å klebe på nytt. Bare ta filen som den er, og behandle den ved hjelp av en vinkelsliper eller -kvern. Hovedbetingelsen for denne metoden er ikke å overopphete metallet. Ellers, på et minimum: metall herding vil finne sted, og gjenherding vil være nødvendig, men som et maksimum: det vil kollapse fullstendig. Dette er den største ulempen med denne metoden, ødelegge fremtiden hjemmelaget veldig enkelt. Det er spesielt lett å brenne et skarpt tips, og dette har skjedd med forfatteren mer enn en gang, da han nettopp var i gang med eksperimentene sine med metall. Og derfor, lært av bitter erfaring, er forfatteren nå en sterk tilhenger av manuell metallbearbeiding. For at metallet skal kunne låne seg godt til manuell prosessering, gjør forfatteren ferie.(I metallurgi kaller de herding, varmebehandling der metallstrukturen gjennomgår omkrystallisering og mykner.) Enkelt sagt blir metallet oppvarmet og avkjøles sakte, motsatt av å slukke, når metallet varmes opp og avkjøles i løpet av sekunder. For å legge igjen en fil i hjem forhold, er en konvensjonell gassbrenner tilstrekkelig. Ved å hente filen i en skrustikke, varmet forfatteren opp stedet som vil bli videre behandlet. Men da det viste seg, var filen en tøff nøtt, og kraften til brenneren var ganske svak, og mesteren klarte knapt å varme den opp til en knapt merkbar mørk kirsebærfarge.



Men heldigvis for forfatteren var dette nok til å gjøre stålet mykere, og det kunne bearbeides med et enkelt benkverktøy.

Etter at forfatteren har skåret stykket, i en vinkel på 45 grader. Dette er nøyaktig den vinkelen den klassiske meiselen har.

Dette vil være det første vriverktøyet laget av forfatteren. Derfor vil forfatteren produsere det ved å følge parametrene til den vanlige klassiske meiselen.

Forfatteren innrømmet ærlig at han ikke hadde noen anelse om hvor raskt skjæreverktøyene slites ut, men mesteren har ikke tenkt å stå bak maskinen på et åtte timers skift, og derfor bestemte han seg for å gjøre lengden på arbeidsdelen til det fremtidige verktøyet 100 mm.

Det er ikke alltid mulig å klippe arbeidsstykket i en vinkel perfekt, så forfatterens neste trinn er å justere spisset.


Etter det må du danne bakkene. Ved å måle arbeidsstykkets tykkelse er det 6,5 mm.

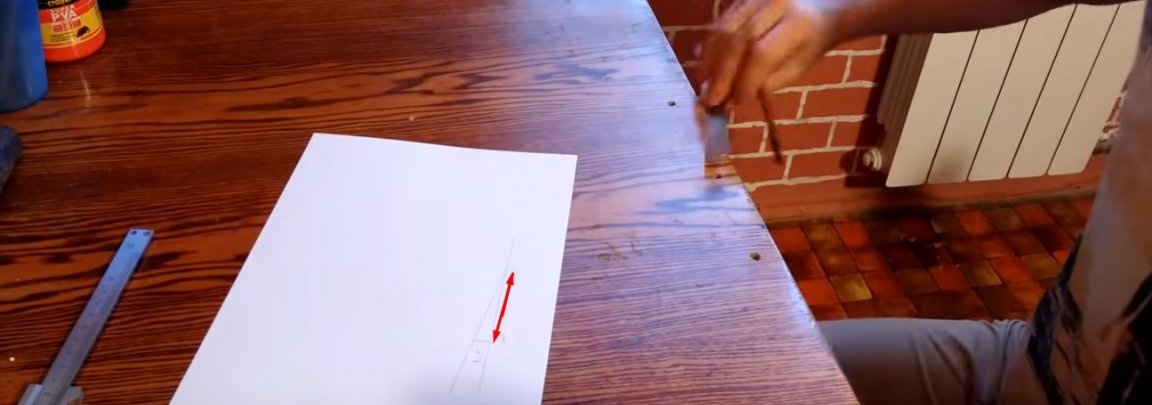
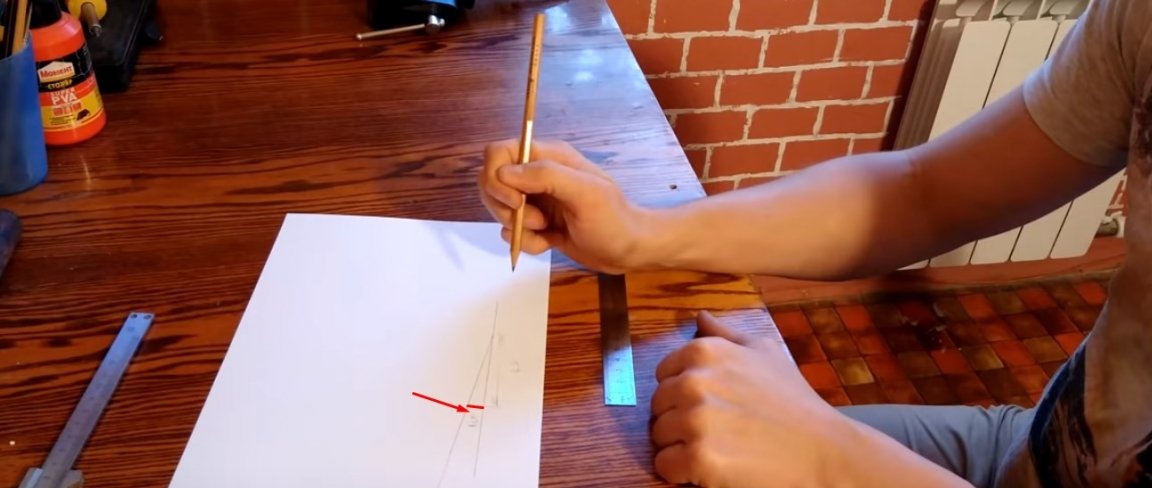
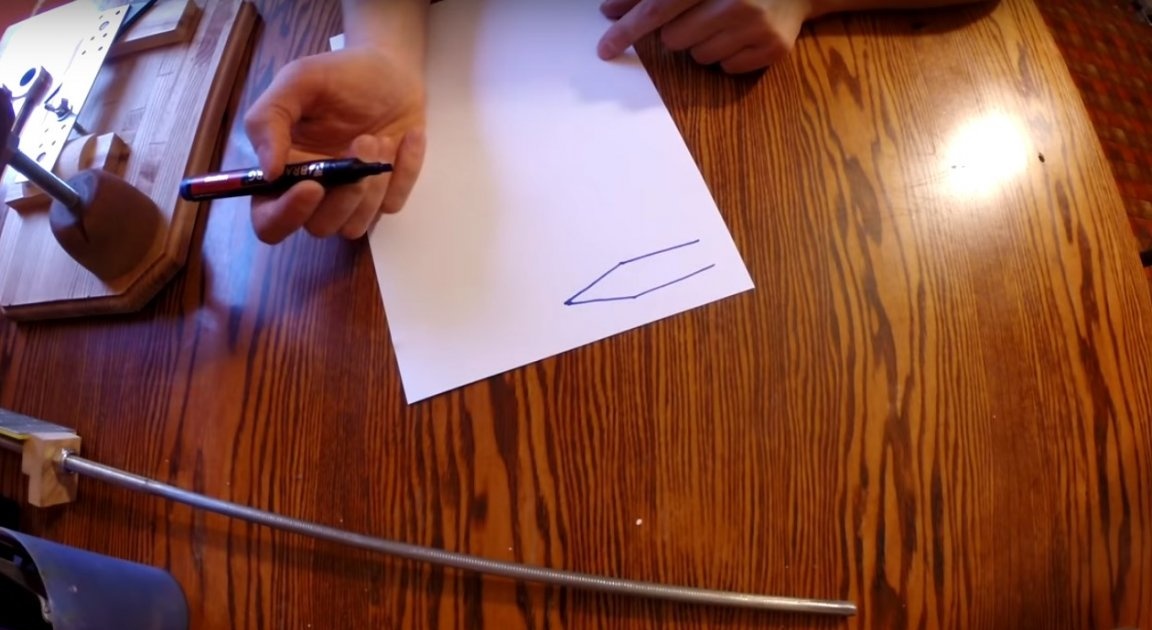
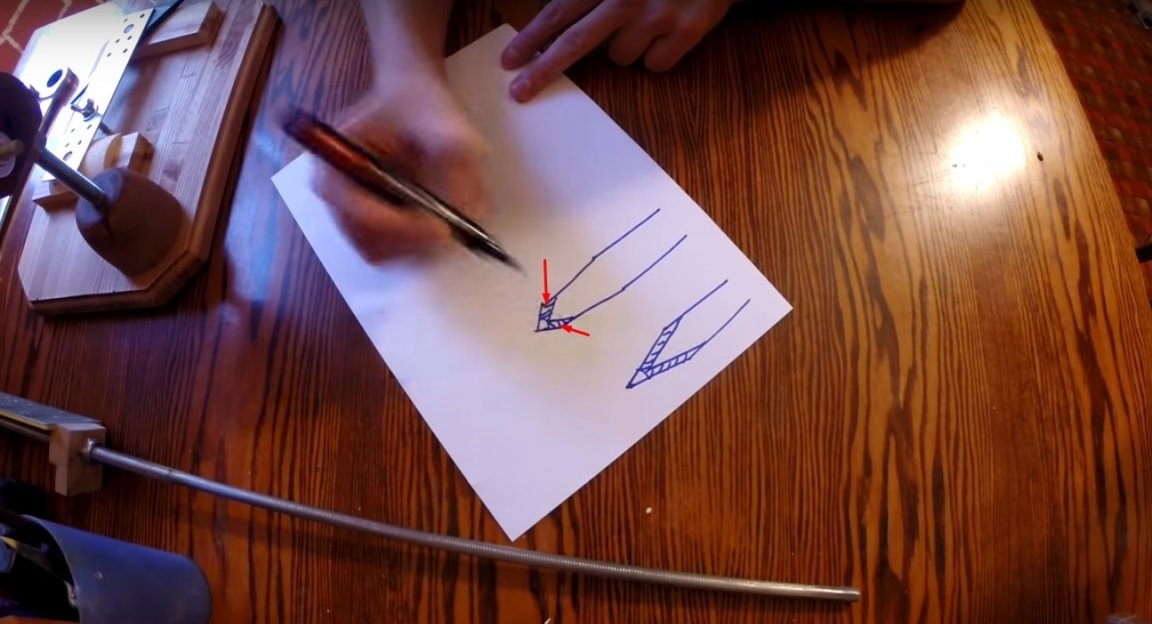
Forfatteren planlegger å gjøre utforkjøringer i en vinkel på 10 grader. Til å begynne med vil han gjøre hele beregningen på papir. For å gjøre dette, trakk han en rett linje.

Og markerte poenget med det.

Så målte han vinkelen på 10 grader og tegnet en annen rett linje.

Det viste seg en slik trekant.

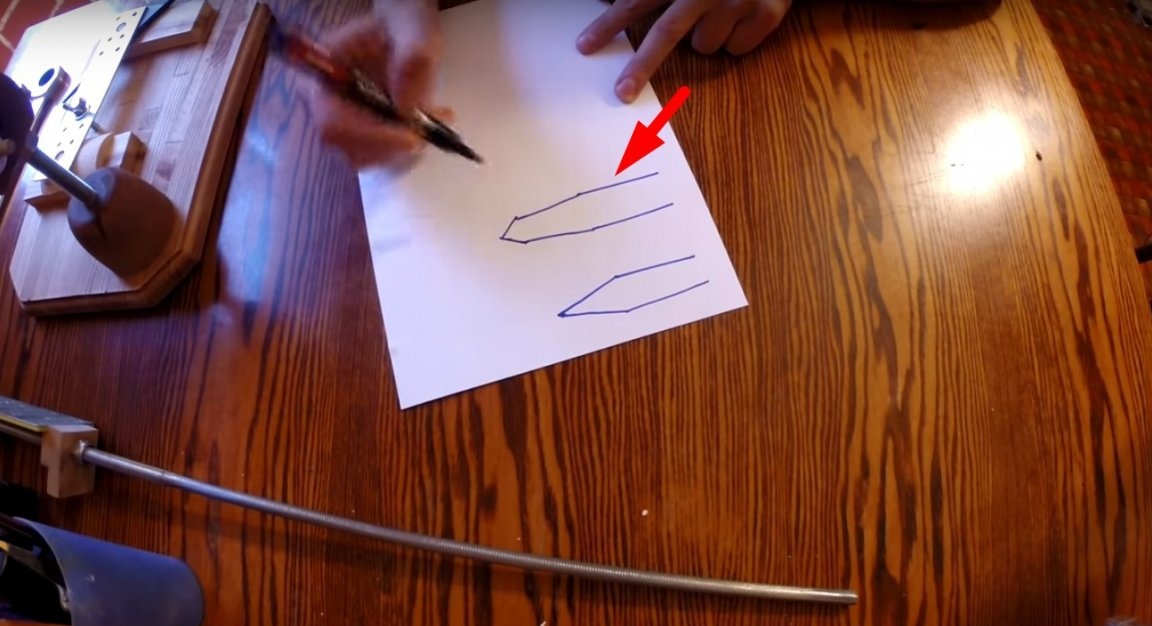
Etter å ha funnet et sted mellom to rette linjer, der avstanden er 10 mm.

Og gjorde et merke.

Så målte jeg denne avstanden. (Det er lik 650 mm.)

Så beregnet han hvor mange ganger denne avstanden er større enn dette. Og som enkel matematikk viste, er forskjellen seks og en halv gang.
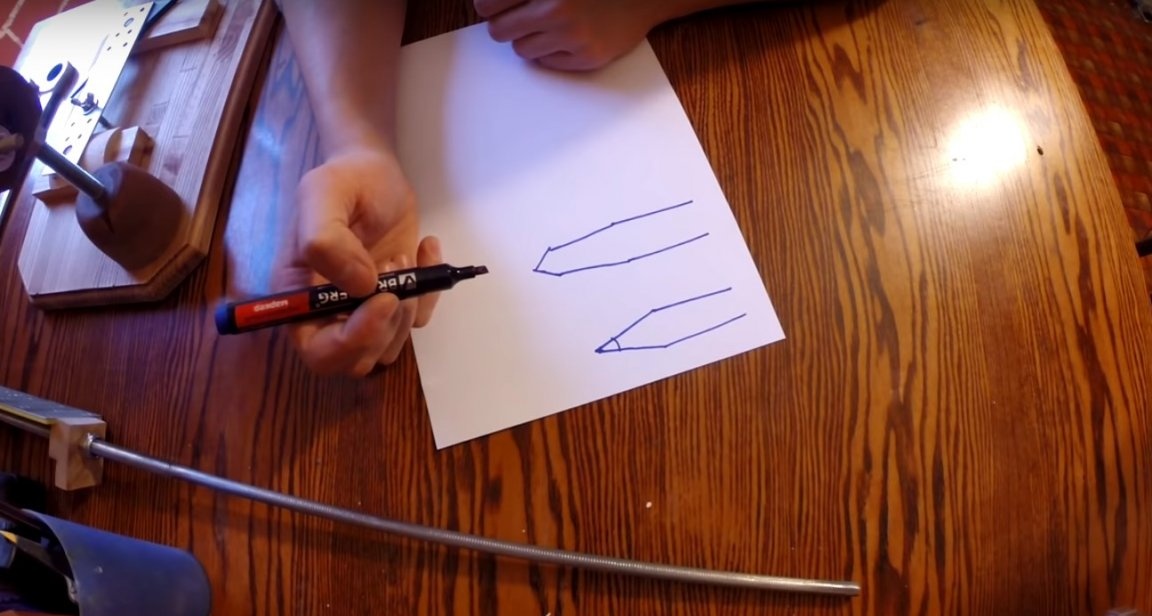
Altså 0. 5 mm av den totale tykkelsen på filen, vil forfatteren forlate den endelige skjerpingen av skjæret.
Og de resterende 6 mm syr forfatteren 3 mm på hver side.

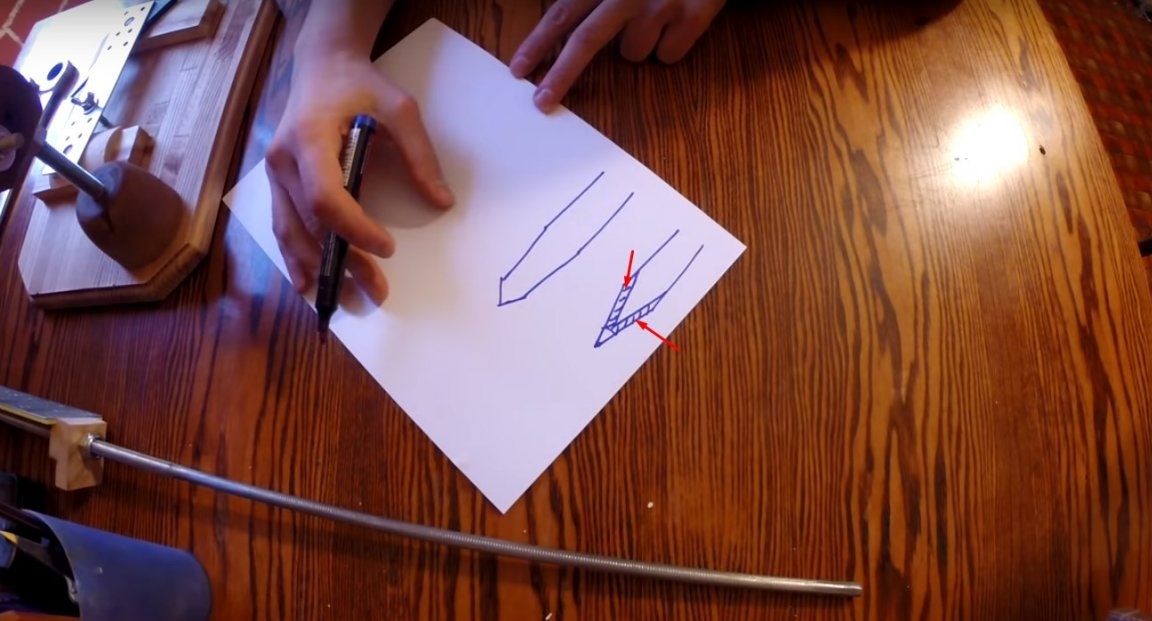
Når han relatert tegningen på papir til arbeidsstykket, foretok masteren en beregning, og han malte over delen på arbeidsstykket som måtte fjernes med en markør.

Denne metoden gir en omtrentlig vinkel, og derfor er det bare å stole på den, men forfatteren gir ikke råd. For øvrig hjalp ikke denne metoden mesteren, og han fjernet metallet mye mer enn han planla, så nedstigningsvinkelen viste seg å være mer skånsom.

Etter å ha gått videre med å fjerne overflødig.


Etter halvannen time med å jobbe med en fil, var den ene siden klar. Forfatterens nedstigning i seg selv var ikke en rett linje, men litt i en bue. Det er bare at en person ikke er en "automatisk maskin" og fysisk ikke er i stand til å hele tiden holde et instrument i en vinkel. Men dette vil ikke påvirke kvaliteten på det ferdige verktøyet.

Men det, ifølge forfatteren, er verdt å være oppmerksom på, skal det være helt rett i denne kanten.

Deretter behandlet han andresiden på en lignende måte.

Forfatteren reduserte nedstigningen til omtrent 0,7-0,8 mm.

Neste trinn, forfatteren må gjøre herding av kutteren.

Og så bestemte forfatteren seg for å prøve ett emne, betydningen av dette emnet er den japanske tradisjonelle kunsten å smi sverd. Det er et begrep som heter jamon - en av metodene for varmebehandling som gjør det mulig å oppnå forskjellige egenskaper for forskjellige deler av produktet. Japanske håndverkere bruker en blanding av kullpulver og leire til dette. Og helten vår i eksperimentet hans, bestemte seg for å bruke en blanding av sementbaserte kitt. Tilsetning av vann til den tørre blandingen, forfatteren laget en løsning.

Så påførte han den ferdige løsningen på arbeidsstykket. Og la stå i denne formen, til løsningen helt tørker.

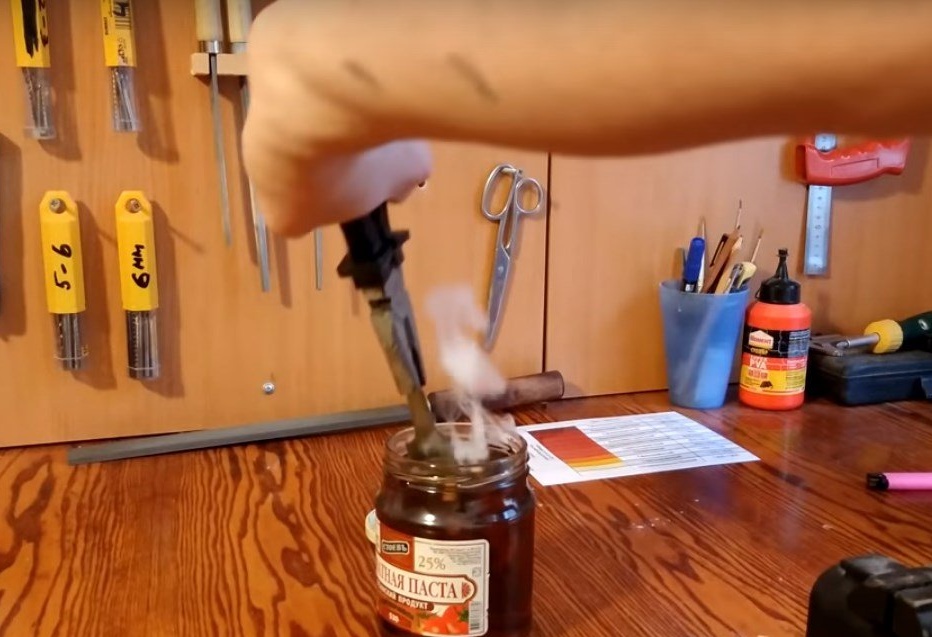
Noen timer senere, når løsningen har tørket, fortsetter forfatteren til det mest avgjørende øyeblikket, dette er herding av kutteren. Forfatteren vil bli temperert i motorolje (det antas at dette er en mer skånsom type slukking enn å slukke i vann.)

Når det gjelder stål, sier forfatteren at ifølge forskjellige kilder ble forskjellige typer stål brukt til fremstilling av sovjetiske filer, for eksempel: U8, U10, U12, noen ganger til og med 9XC-legert.Når det gjelder herdetemperaturen, er det definitivt ikke mulig å gjette, spesielt gjelder dette herding hjemme. Derfor vil forfatteren bruke et bord "Metalltemperatur etter fargen på rødglødende". Bråkjølingstemperatur for nesten alt ovennevnte stål er i området fra 800 C til 870 C, 9XC har en høyere temperatur på 870 C. All karbonpasset bråkjøling på omtrent 800 C. Etter denne tabellen vil mesteren varme opp verktøyet til å lyse kirsebærrødt.

Det er ikke verdt å overopphetes, ellers vil verktøyet være veldig skjørt. Varm opp metallet til ønsket farge, det dypper det ned i olje.

Etter harding anbefaler forfatteren på det sterkeste en ferie. En vanlig stekeovn passer for dette. Ved å stille inn temperaturen rundt 200 C, sett deretter kutteren i ovnen.

Han lukket den og la den ligge i omtrent 25 minutter. Denne prosedyren vil redusere den endelige hardheten til produktet litt, men samtidig vil den øke kuttens duktilitet og motstand mot tverrbelastningslast.

I mellomtiden blir Meisel utgitt, forfatteren vil produsere håndtaket. Håndtaket til dreieverktøyet for et behagelig grep bør være omtrent 400 mm langt. Et stykke rørleggerbeslag som beskytter håndtaket mot å dele seg på festepunktet


I håndtaket på hammeren, laget mesteren et hull for skaftets skaft.

Så reduserte han litt på diameteren på håndtaket, det skulle ikke være stort.

Videre, med en rasp, fjernet han alle støt.

Og med sandpapir fullførte han prosessen med støt og ujevnhet.

Etter 25 minutter tok forfatteren ut et kutter fra ovnen. Han ventet litt mens den avkjøles, så for at jamon skulle vises, rengjorde forfatteren først bladet med sandpapir.

Etter at han laget en sterk løsning av jernklorid.

Og han etset en kutter i den.


Resultatet av forfatteren var ikke så fornøyd. Det er jamon, men den er veldig tynn og helt på kanten av bladet. Og dette bekrefter nok en gang at for en god oppvarming av arbeidsstykkene, er denne størrelsen på gassspray ikke nok.

Nå vil forfatteren fortelle oss litt om måtene å skjerpe seg på. Dette er den enkleste og vanligste måten å spisse skjæreverktøy hjemme. Men denne metoden er ikke den beste.
For instrumentet sitt vil forfatteren bruke en annen, etter hans mening, en bedre måte.
Hva er fordelene med den andre skjerpingsmetoden i forhold til den første? Men faktisk er alt veldig enkelt. Hvis du for eksempel arbeider med et verktøy, vil spissen av bladet sponse.
For å gjenopprette den fremste kanten til et verktøy som ble skjerpet på den første måten: du trenger å fjerne, ikke en liten mengde metall.
Og for å gjenopprette skjerpet verktøy på den andre måten, må metallet fjernes mye mindre. Å slipe en slik kutter er mye enklere, og også, ifølge forfatteren: en kutter som er skjerpet med denne metoden, vil være mye sterkere, noe som betyr at sannsynligheten for flising er mye mindre.
Så, fra teori, fortsatte forfatteren å øve.

Resultatet av skjerping.


Deretter samler mesteren alle detaljene. Fyll et hull i håndtaket med lim.

Og det legger litt lim på utsiden der et beslag skal installeres. Han bestemte seg også for å forsterke denne delen litt med ledning.


Deretter setter du skaftet til kutteren i hullet.

For å forhindre kutteren i å sette til side, satte forfatteren opp små trekiler.

Og lot limet tørke helt.

To dager senere, da limet tørket godt, dekket forfatteren håndtaket med en alkoholbeis.

Etter bearbeiding med fint sandpapir.

Og så bløt han godt inn skjulet med mineralolje.


Så med litt anstrengelse og tålmodighet laget forfatteren et godt verktøy med egne hender hjemme.

Takk til mesteren for en god og nyttig hjemmelaget.
Og det er alt for meg. Takk alle sammen, og ses snart!