


En mester fra Polen, elsker å programmere og lage forskjellige enheter gjør det selv. I denne artikkelen vil han presentere prosessen med å produsere en CNC-maskin som et verktøy hvis arbeidsverktøy er installert av Dremel. Mesteren utviklet maskinen sin i lang tid, og prøvde å gjøre den så tilgjengelig, pålitelig og enkel å montere som mulig. Det var for å redusere kostnadene at maskinens komponenter ble valgt. Kostnaden for den ferdige enheten er mindre enn $ 300. For produksjon av noen komponenter på maskinen krever en 3D-skriver. Så for fremstilling av en slik maskin, brukte mesteren følgende
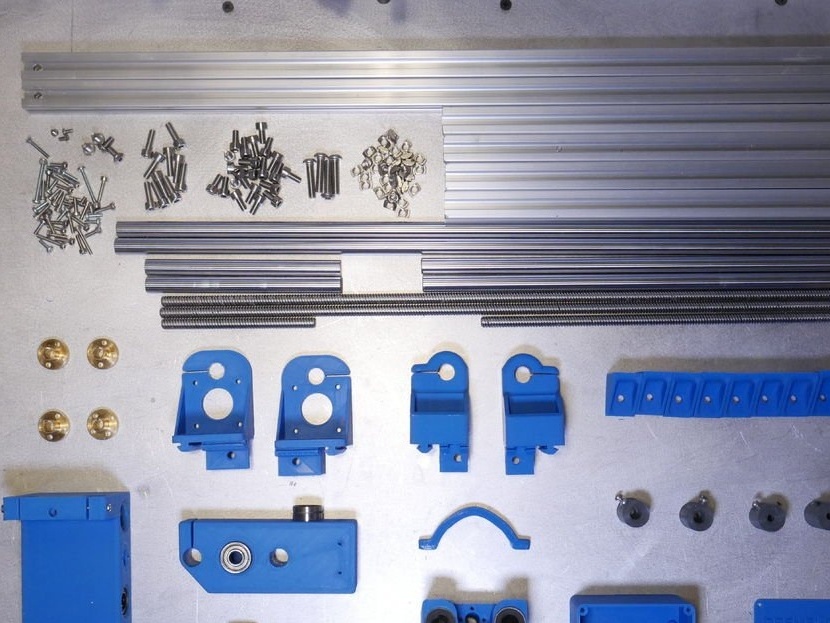
Materialer og verktøy:
- Aluminiumsprofiler 20x20mm 600mm lange - 2 stk;
- Aluminiumsprofiler 20x20 mm, lengde 300 mm -5 stk;
-12mm stang 310mm - 2 stk;
-12mm stang 530mm - 2 stk;
-12mm stang 140mm -2 stk;
- Blyskrue 500 mm - 2 stk;
- Løpeskrue 280mm -1 stk;
- Drivskrue 120 mm - 1 stk;
-12mm lineært lager - 12 stk;
- Peiling 608zz - 4 stk;
-T-formet mutter M5 - 36 stk;
- Skruer M6 x 25 mm - 4 stk;
- Skruer M5 x 10 mm - 34 stk;
- Skruer M5 x 16 mm - 10 stk;
- Skruer M3 x 20 mm - 8 stk;
- Skruer M3 x 12 mm - 32 stk;
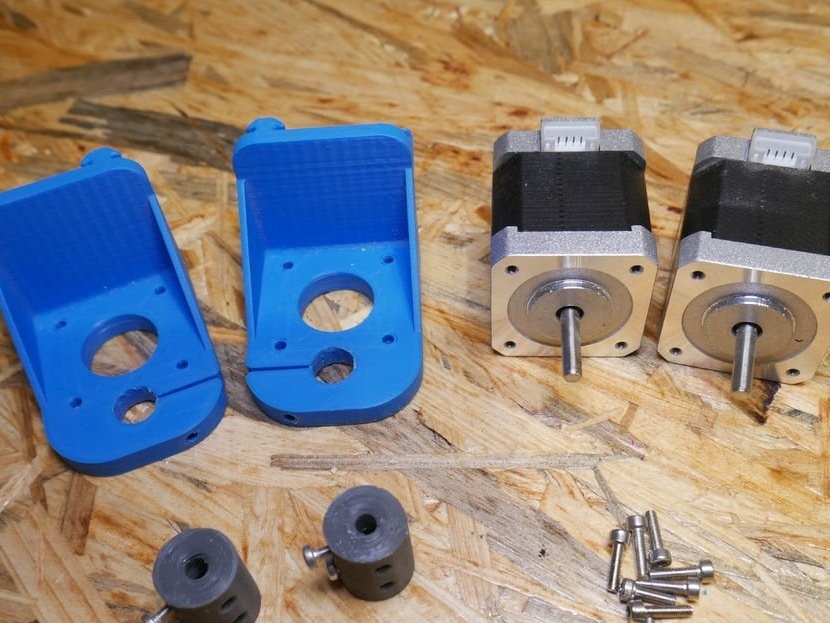
-Step-motorer - 4 stk;
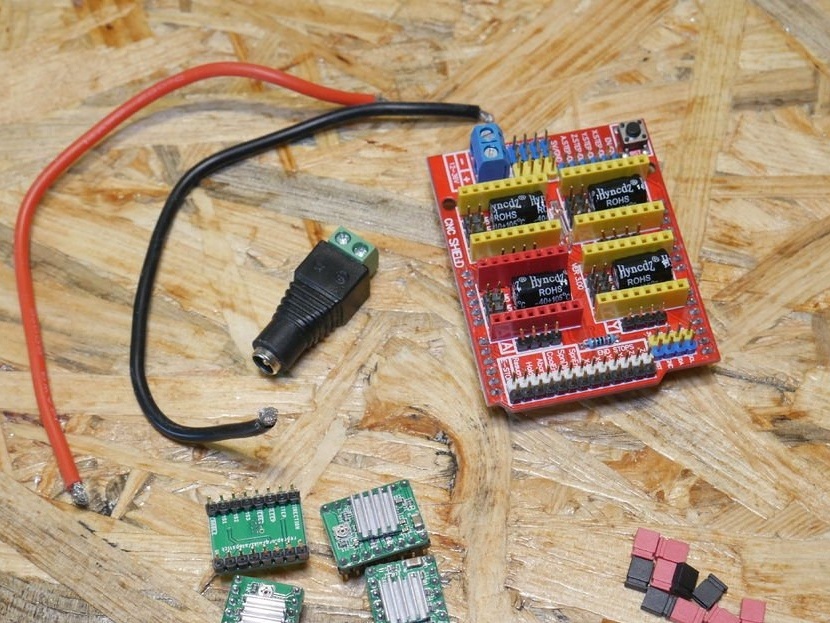
-A4988 Expansion Board - 1 stk;
-Step drivere - 4 stk;
-Arduino - 1 stk;
- Strømforsyning - 1 stk;
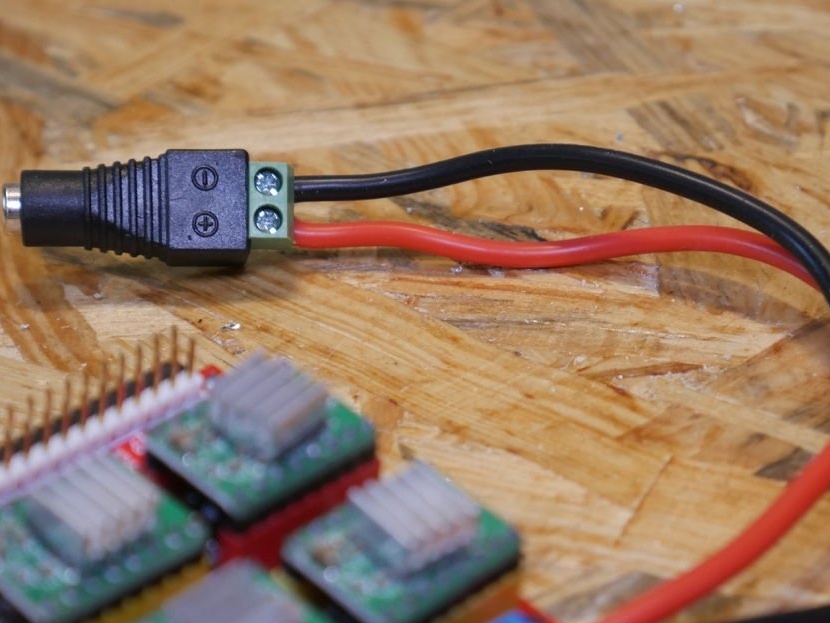
- DC-kontakt - 1 pc;
- Gensere - 14 stk;
-Dremel 3000 - 1 stk;
-3D skriver;
-Tiski;
-Ushm;
- skrutrekker;
-Drel;
-Fanera;
-Drillemaskin;
- Elektrisk stikksag
-Datamaskin med programvare;
med alle detaljer, antall, forskjellige lenker og kommentarer.




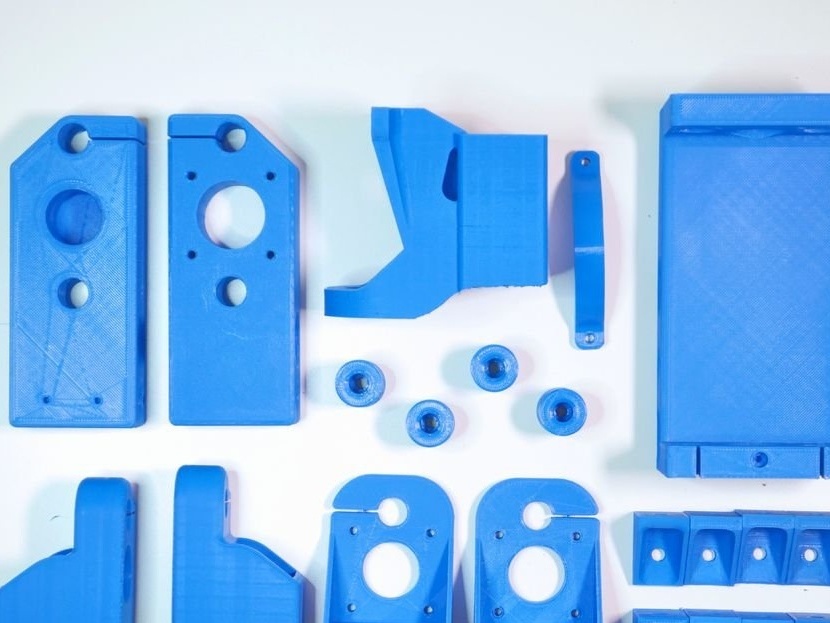
Trinn en: 3D-utskrift
I følge masteren er det nok når du skriver ut deler, å stille inn "fyll" -parameteren til 20-40%.
Mesteren skrev ut alle detaljene sine ved hjelp av PLA, men det er bedre å skrive dem ut ved hjelp av PETG, kostnadene for PETG er nesten de samme, og begge er enkle å skrive ut, men PETG er litt mer fleksibel, så det er vanskeligere å bryte.
Du trenger ikke å skrive ut delene som er merket som OLD, dette er gamle versjoner av noen filer som veiviseren delte hvis noen vil bruke dem.
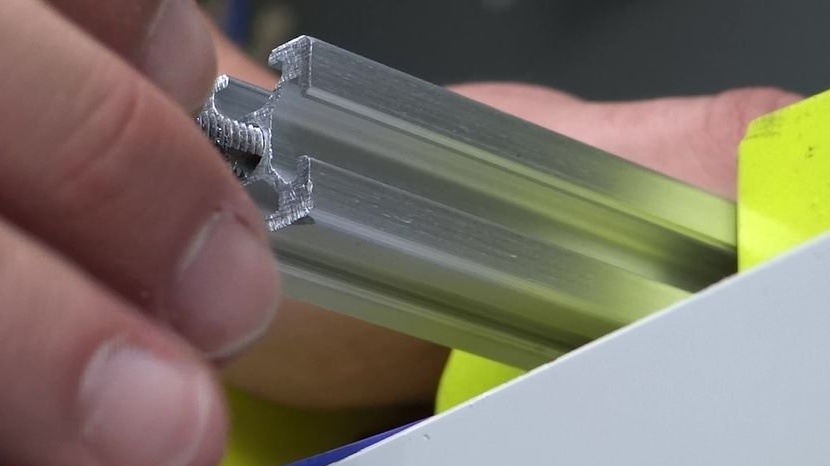
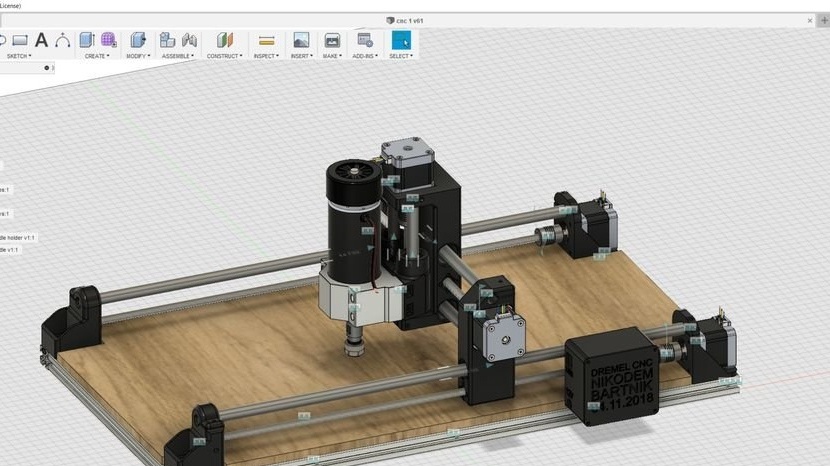
Du kan også finne filer .f3d, .iges og .step slik at du enkelt kan redigere forfatterprosjektet. Etter å ha produsert delene, må du sjekke lagersetene. Det kan også hende du trenger å slipe pinnene som passer perfekt inn i aluminiumsprofilene, det avhenger av 3D-skriverens nøyaktighet.
Det er også gitt to ledere som ikke er en del av CNC, men som er veldig nyttige for å bore hull i aluminiumsprofiler og en trestøtte.
Trinn to: Forbered deg på å bygge
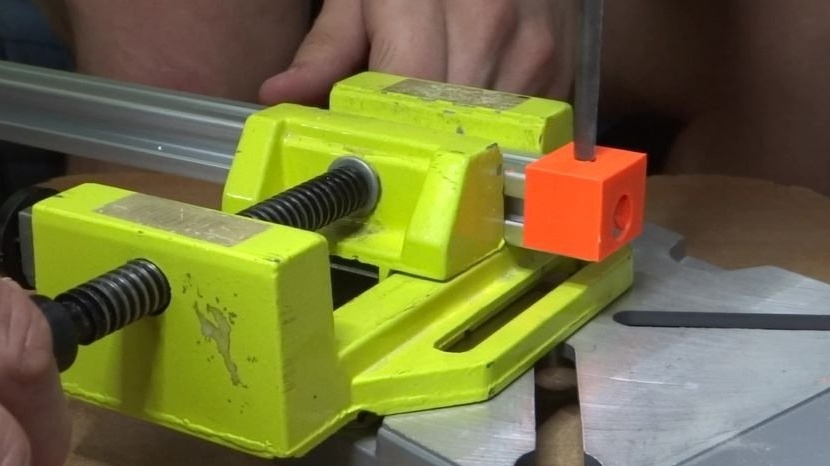
Før du monterer alle komponentene, kan det være nødvendig å trimme dem til ønsket lengde. Skipsføreren brukte aluminiumsprofiler 60 og 30 cm lange og 12 mm stenger. Hvis du vil lage en større maskin, trenger du bare å bruke lengre aluminiumsprofiler, stenger og tommelfinger, detaljene med 3D-utskrift forblir de samme. Hvis du kjøpte alle delene kuttet til ønsket lengde, bare hopp over dette trinnet.
Mesteren fant ut at disse stengene og spindlene ikke kan skjæres ved hjelp av en håndsag, så han kuttet ved hjelp av en vinkelsliper.
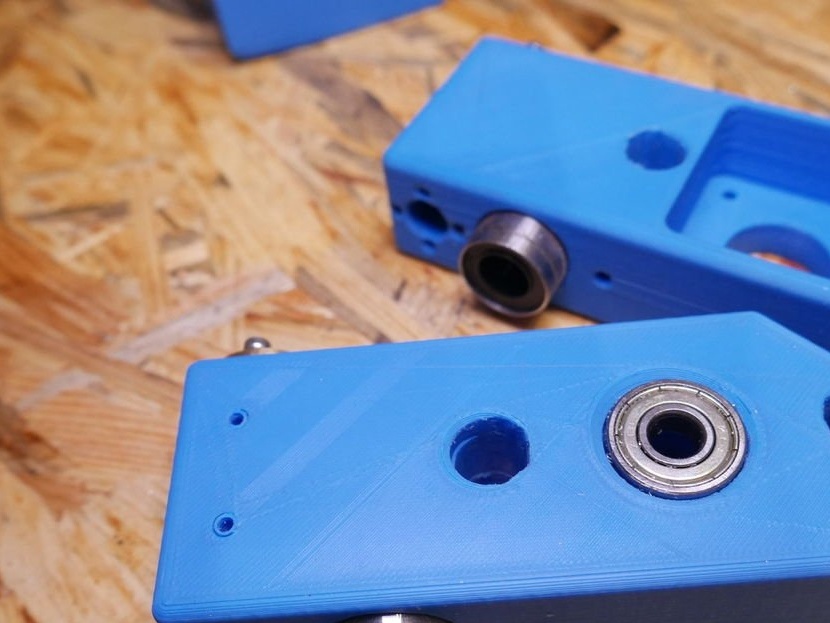
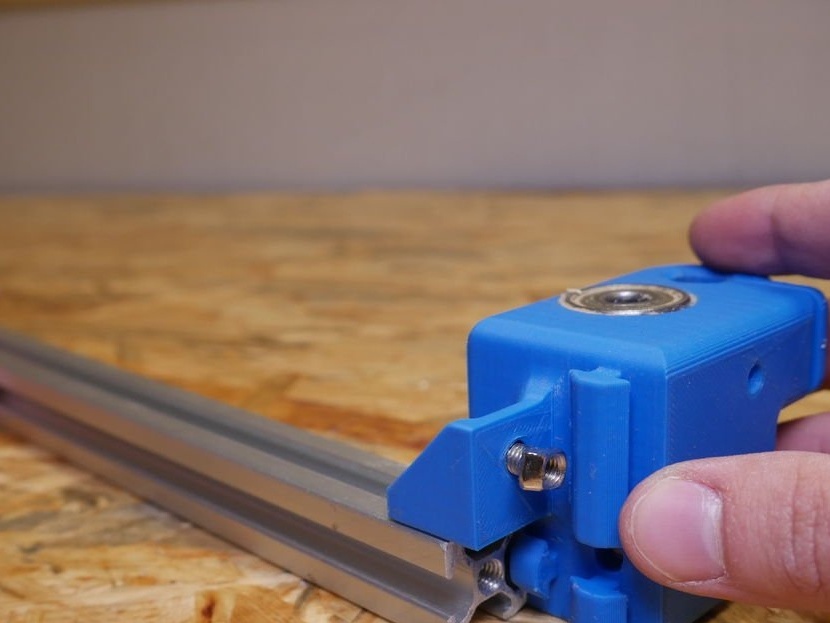
På dette trinnet må du installere alle lagrene. Mesteren gjorde dette med en liten skjeve.
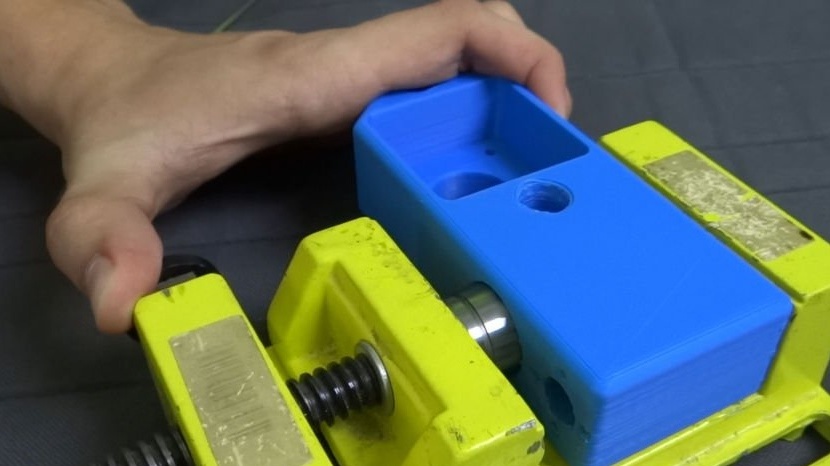




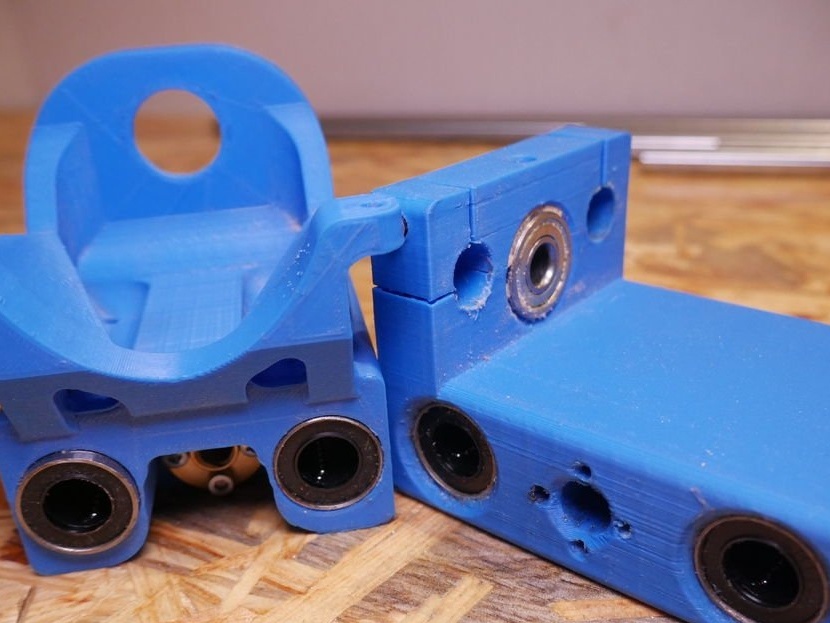
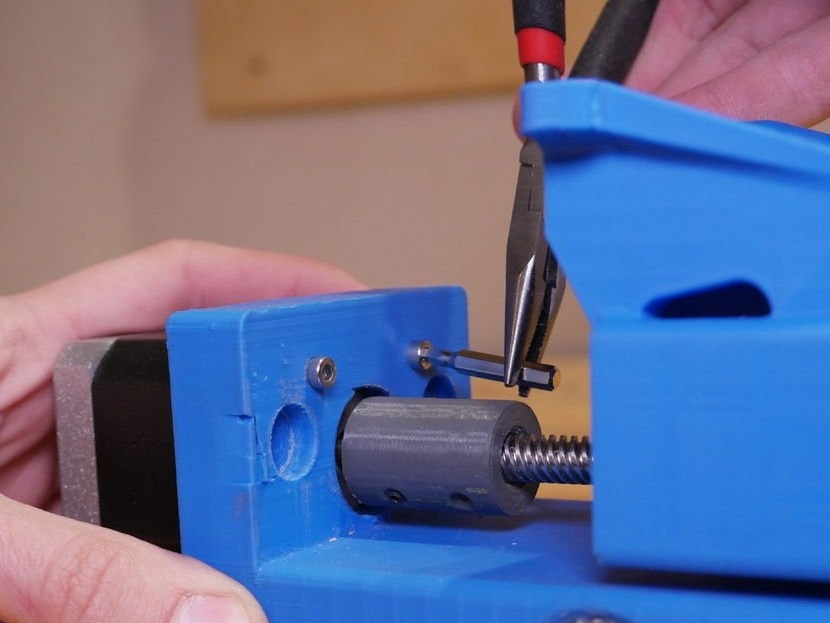
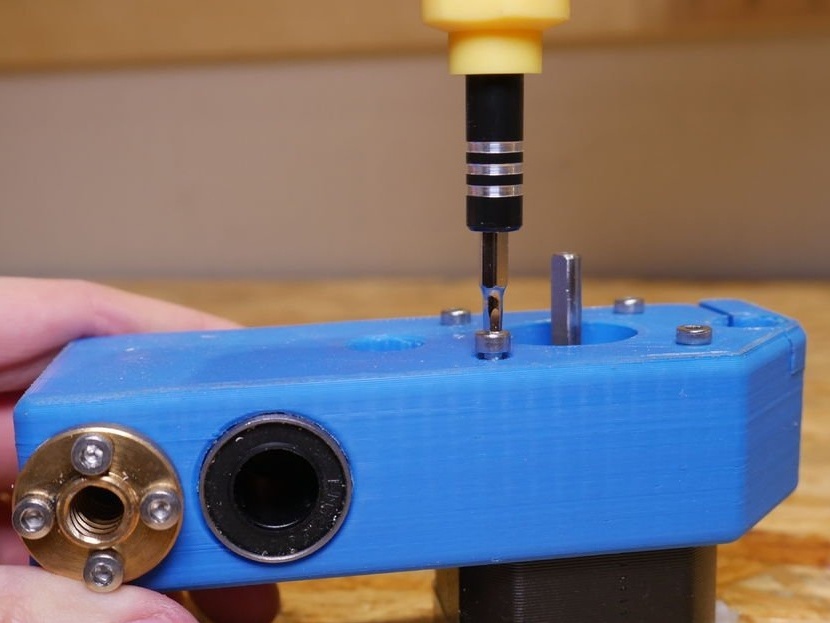
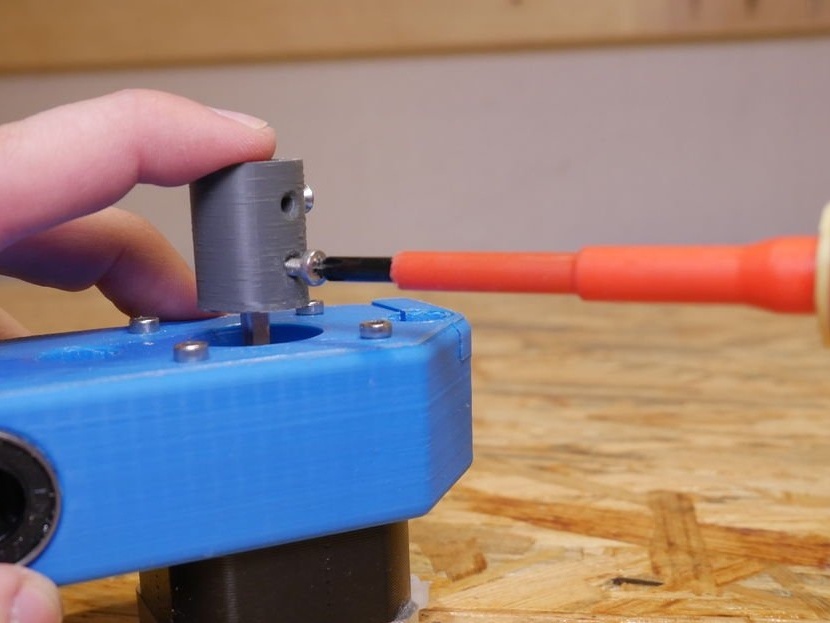
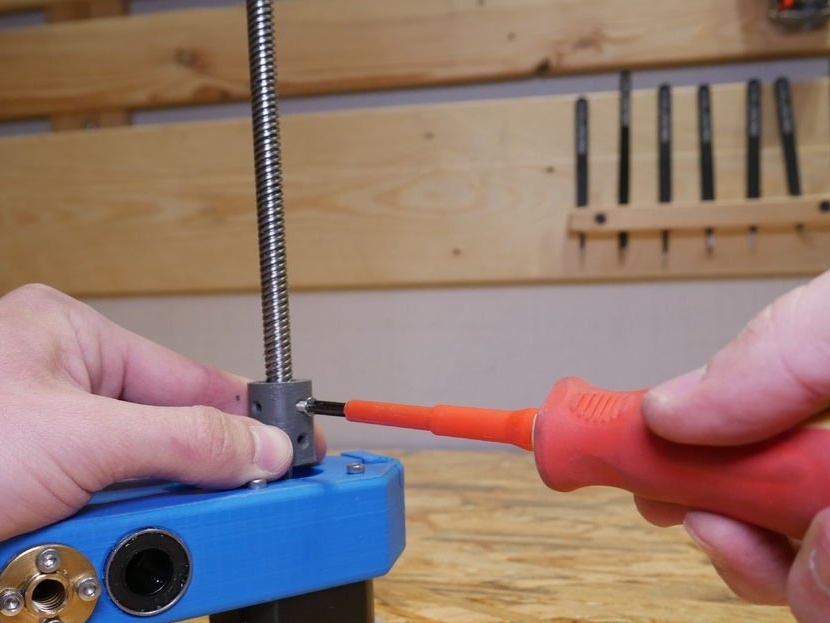
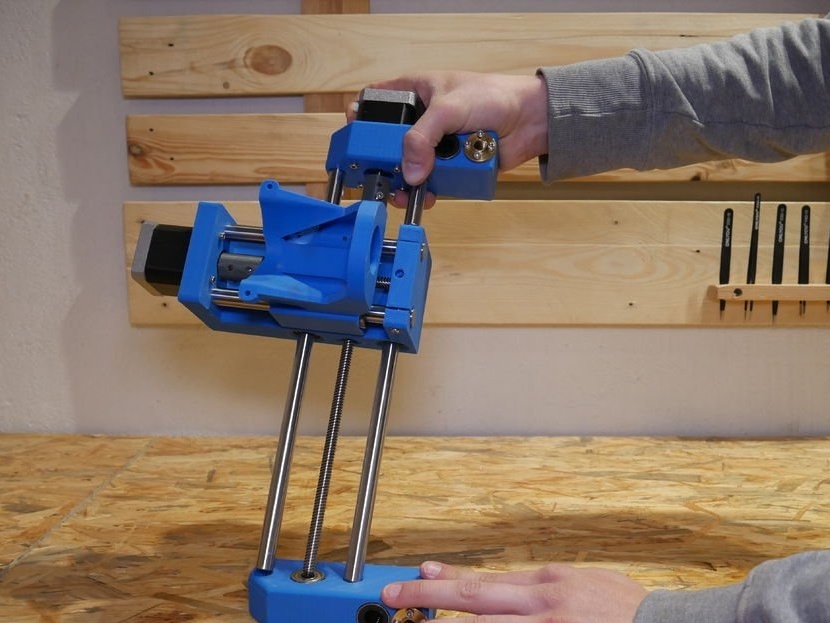
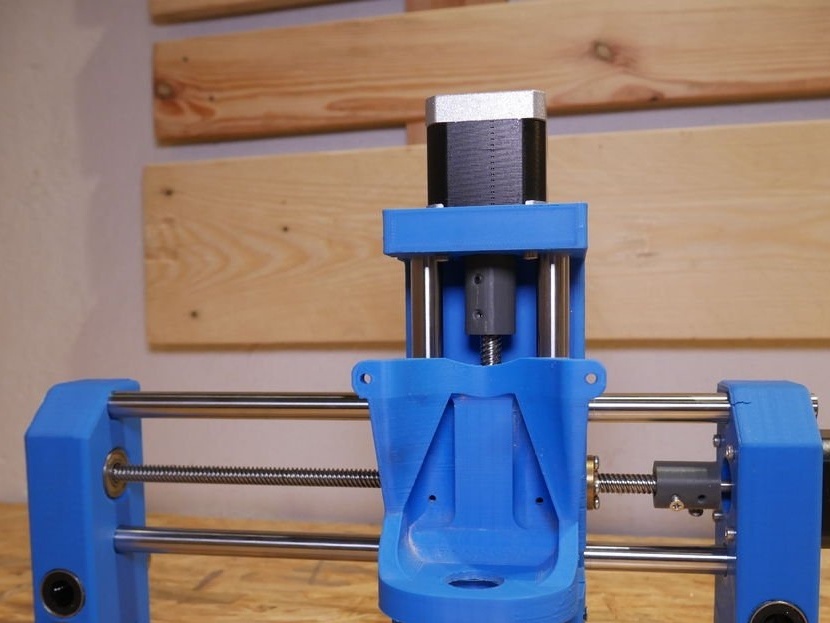
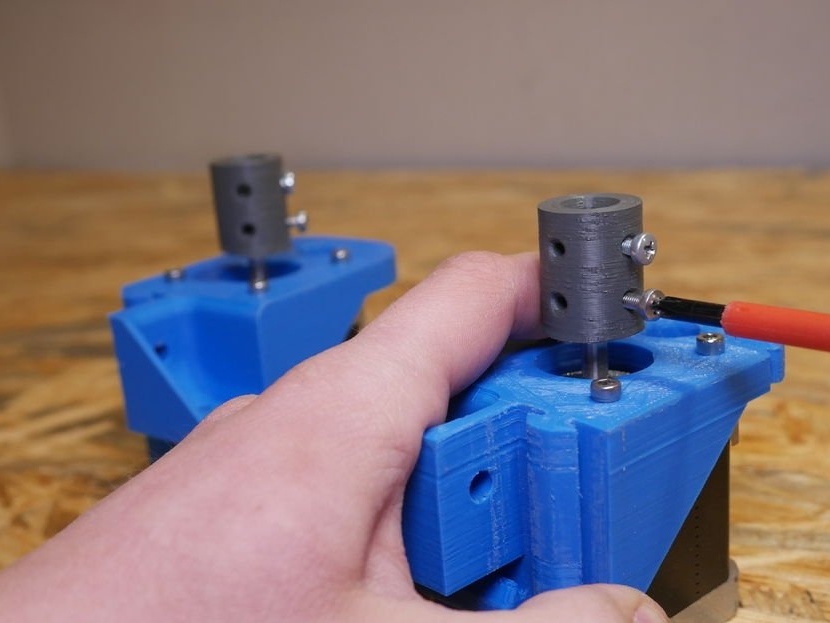
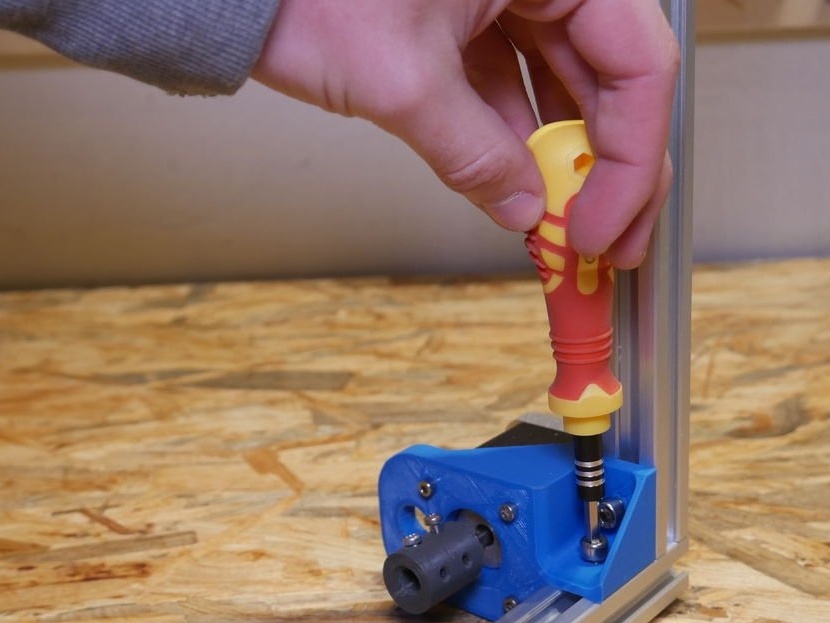
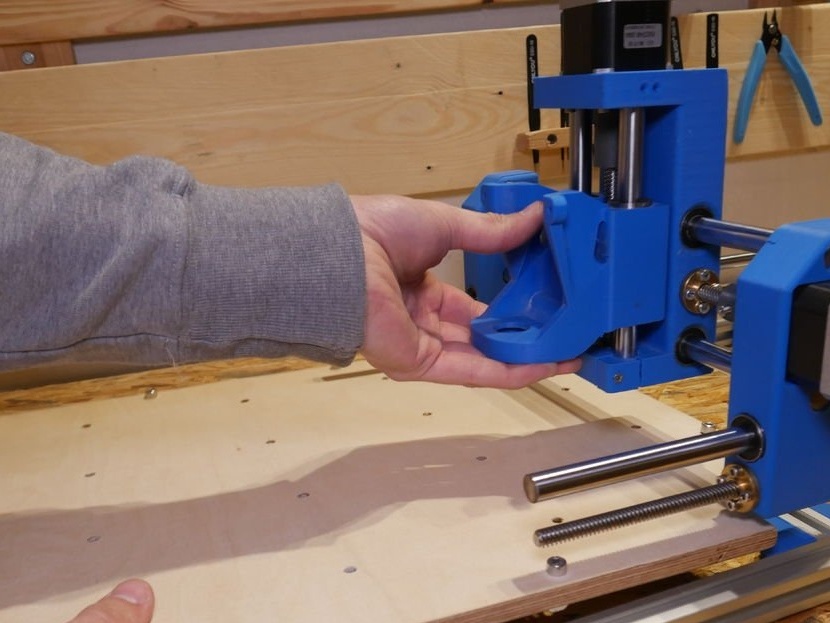
Trinn tre: Z Axis
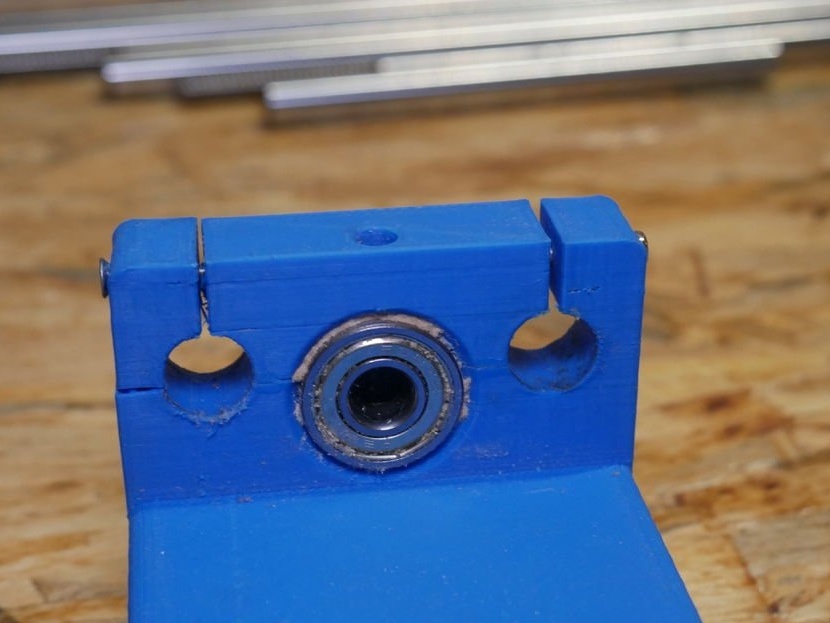
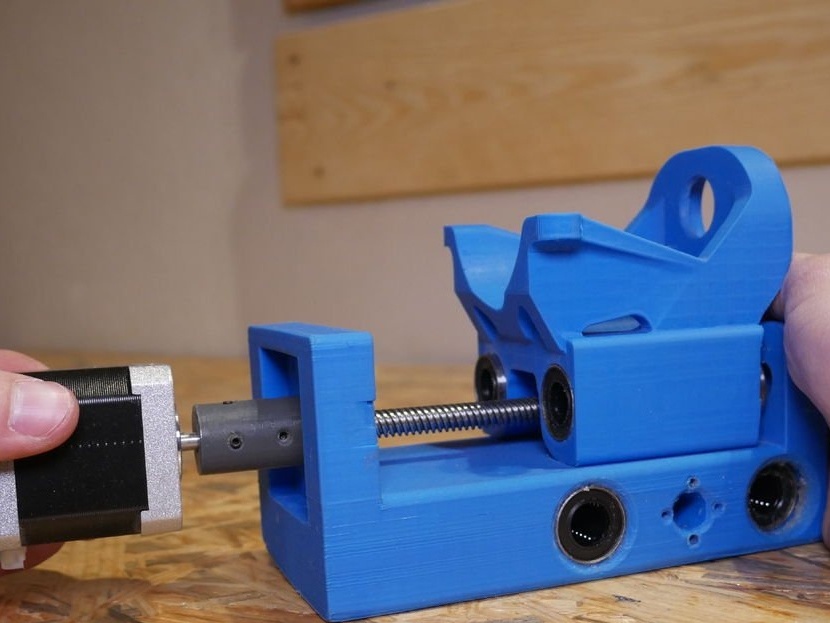
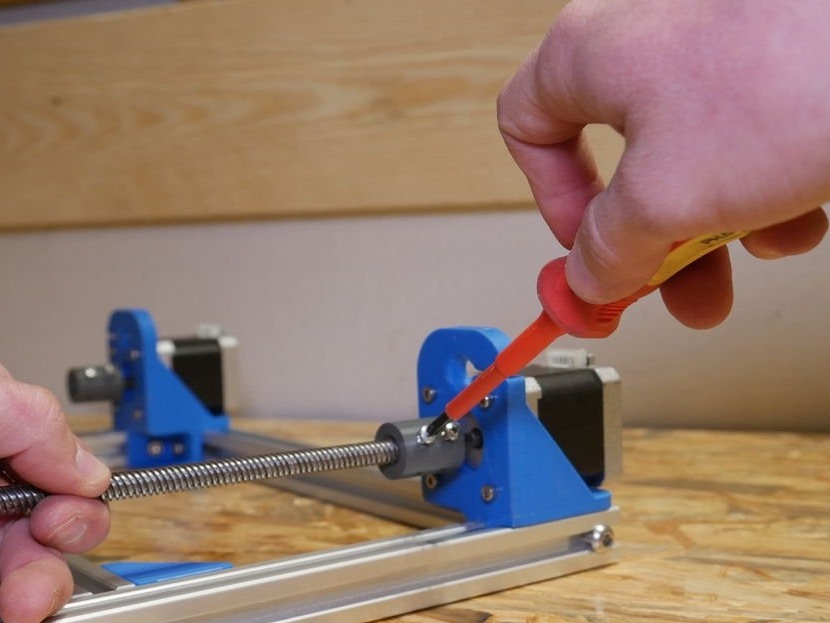
Monteringen begynner med Z-aksen. Sett to stenger i Z-aksens vogn, men ikke helt, det vil også være en Dremel-holder. Dremel-holderen må bevege seg fritt langs de lineære lagrene. 608zz-lageret skulle allerede være installert i hullet i bunnen av vognen langs Z-aksen. Nå må du installere en trinnmotor med en blyskrue og en 3D-trykkkobling. Fest motoren med M3-skruene og sørg for at begge stenger er festet med en skrue i bunnen. For å lette fremtidig bruk, installer du trinnmotorkontakten bakover, fordi den vil være koblet der elektronikk.


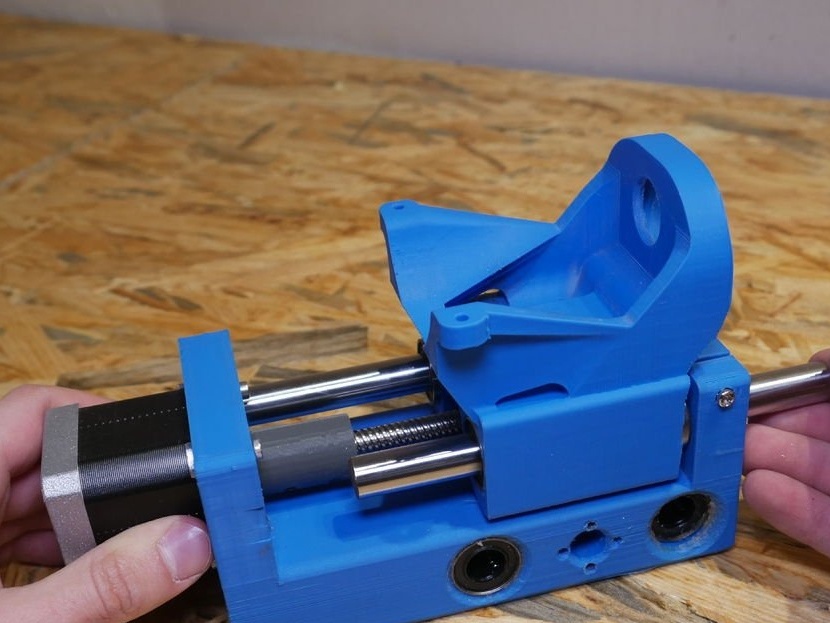
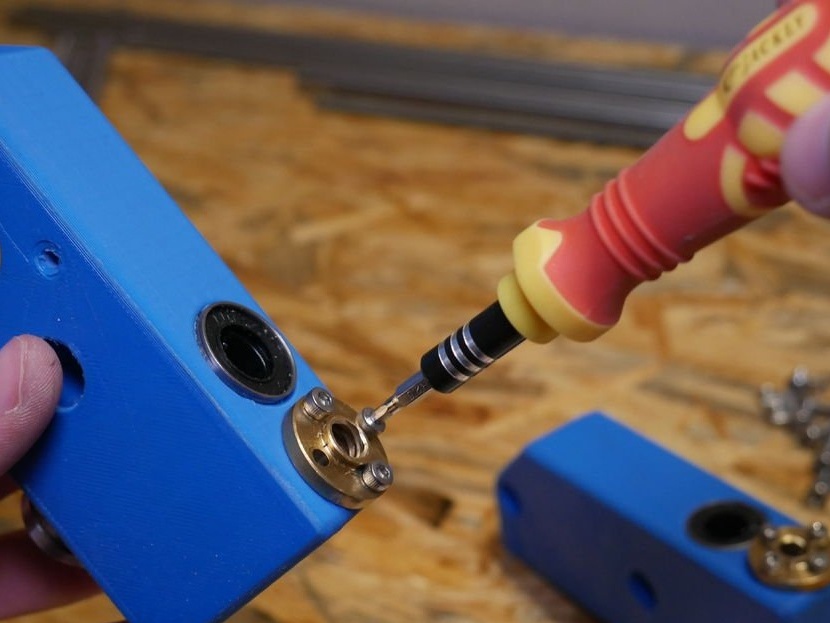
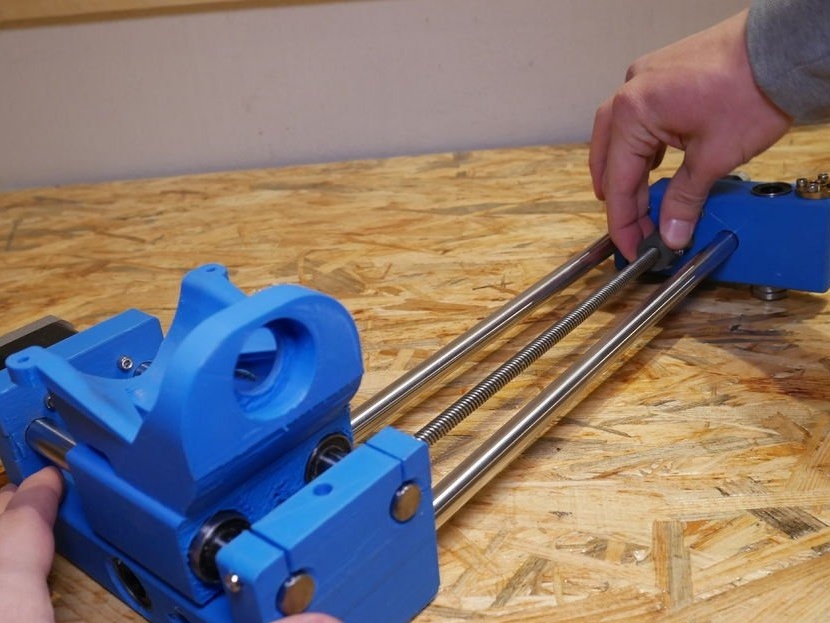
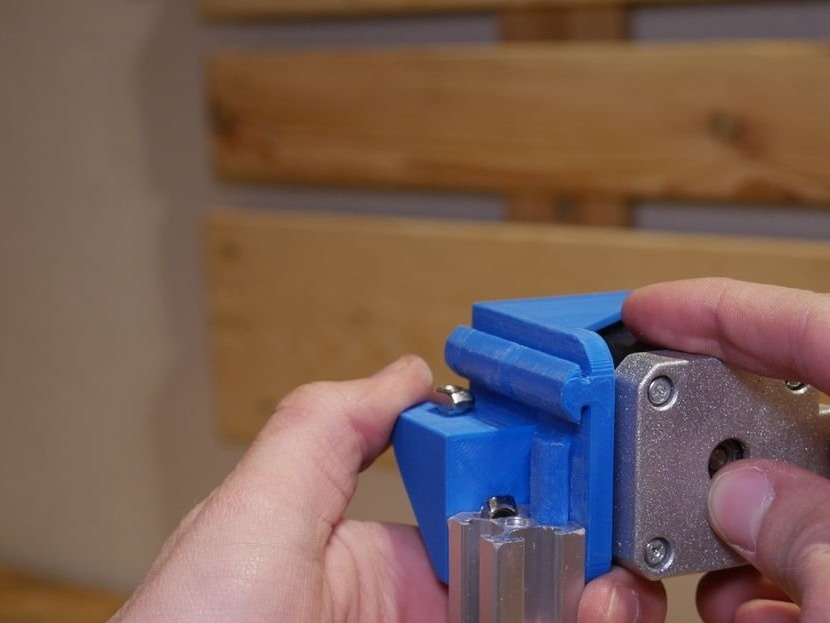
Trinn fire: X Axis
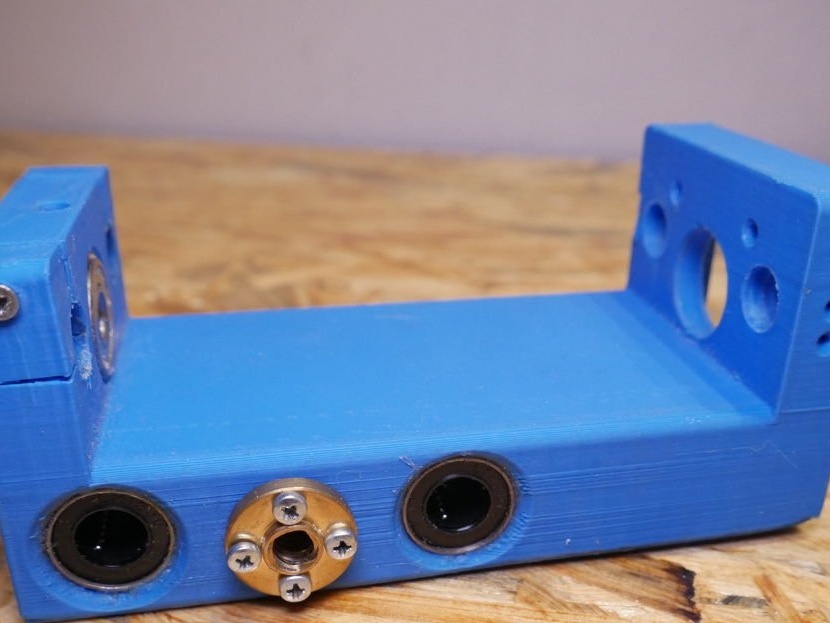
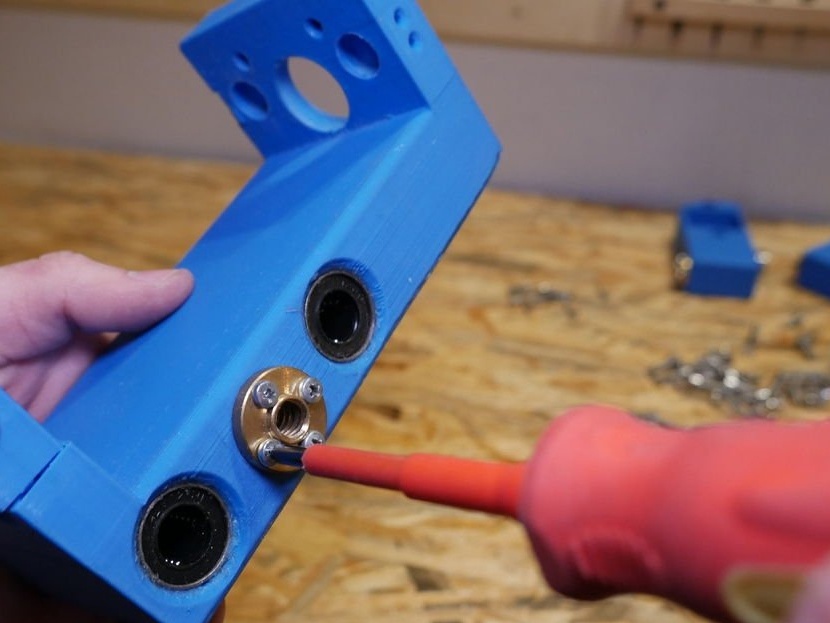
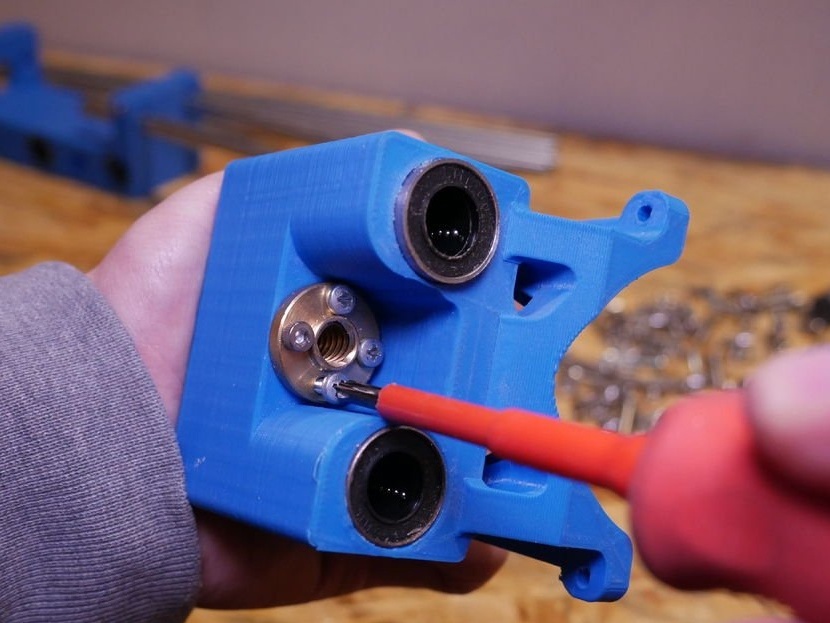
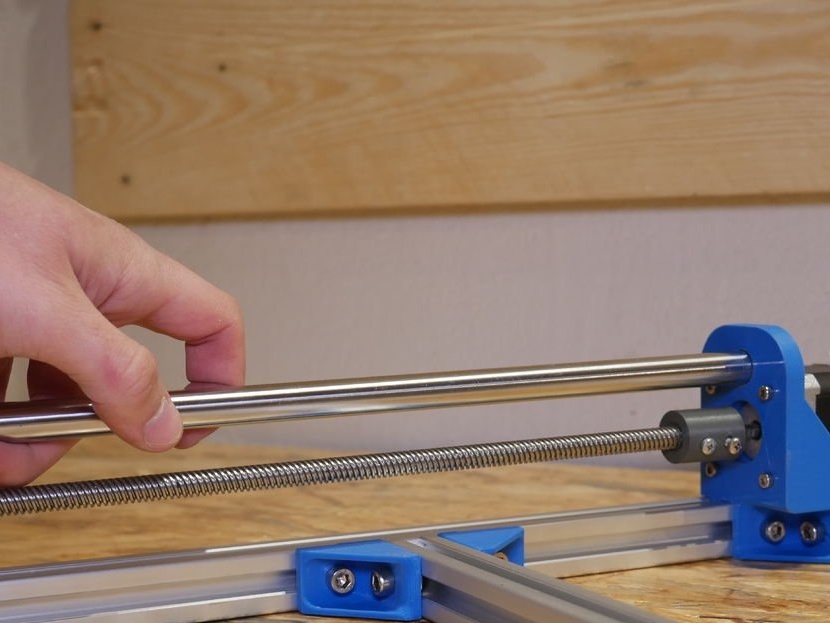
Gå nå til X-aksen. Skru messingflensene. Ta en av X-aksene og fest to stenger til den. Plasser deretter Z-aksevognen på disse stengene og installer den andre X-aksevognen på motsatt side. Sikre motoren med M3-skruene.


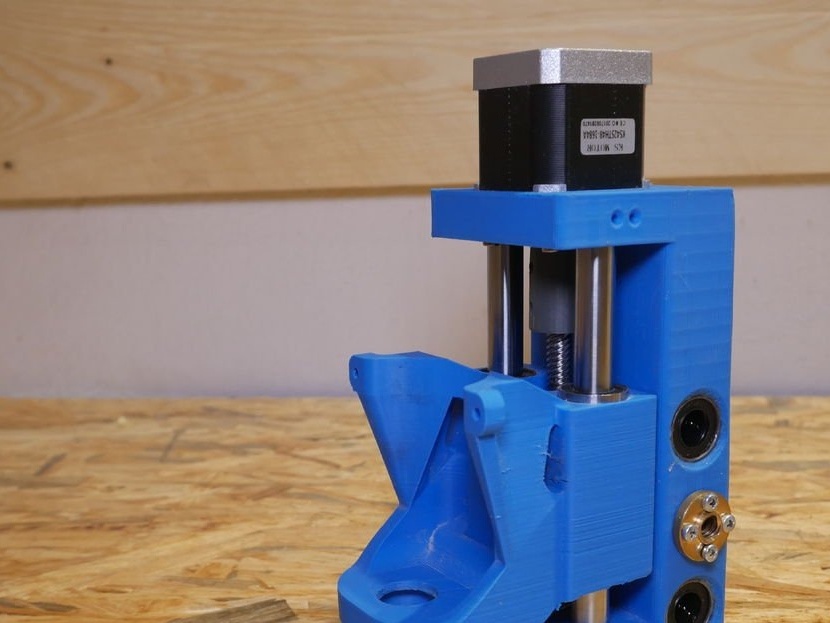
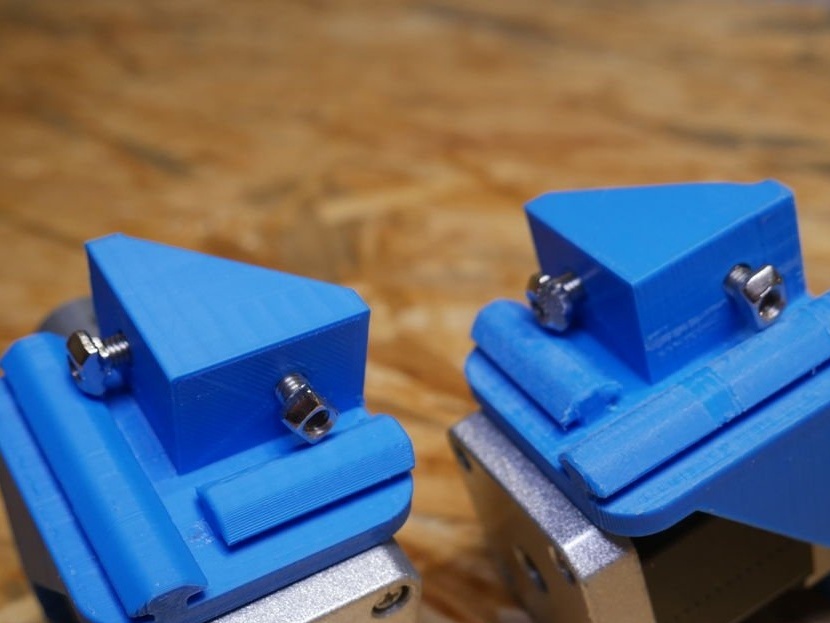
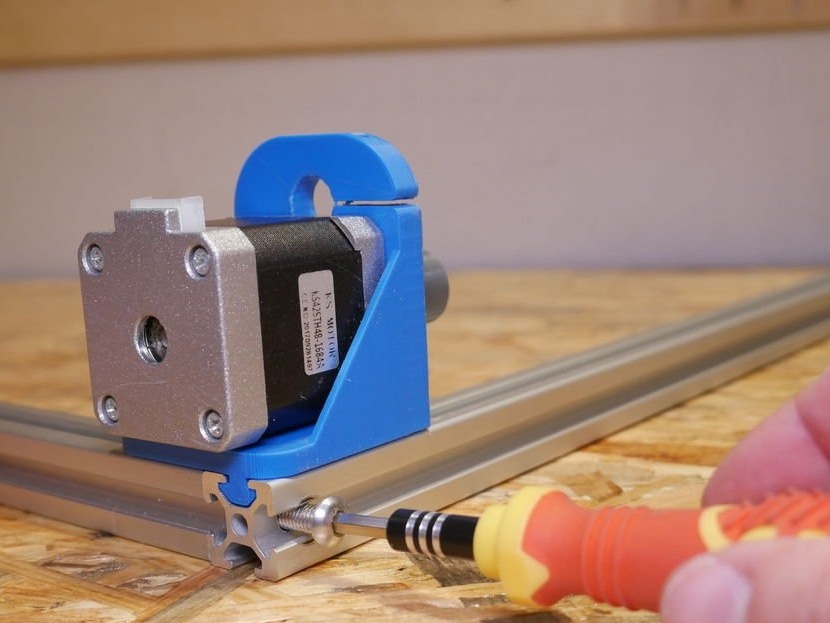
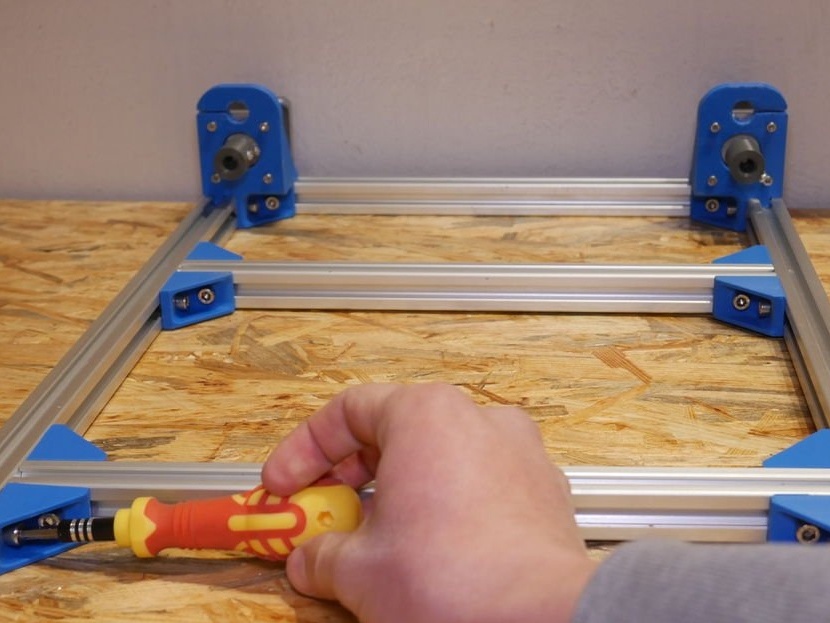
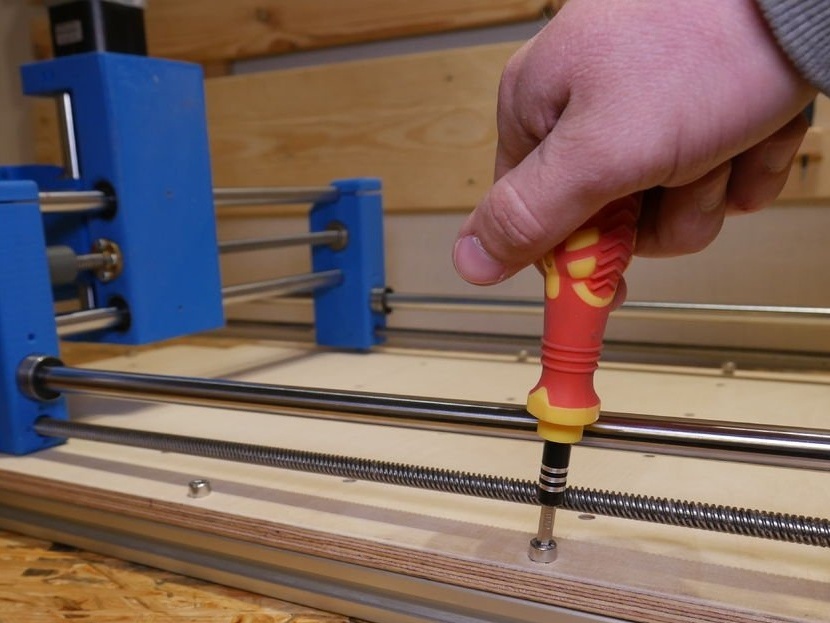
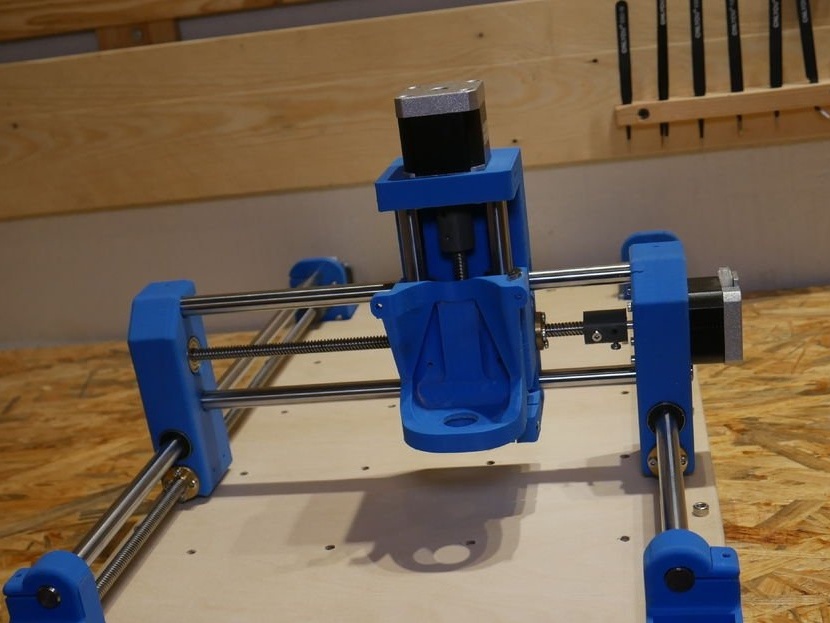
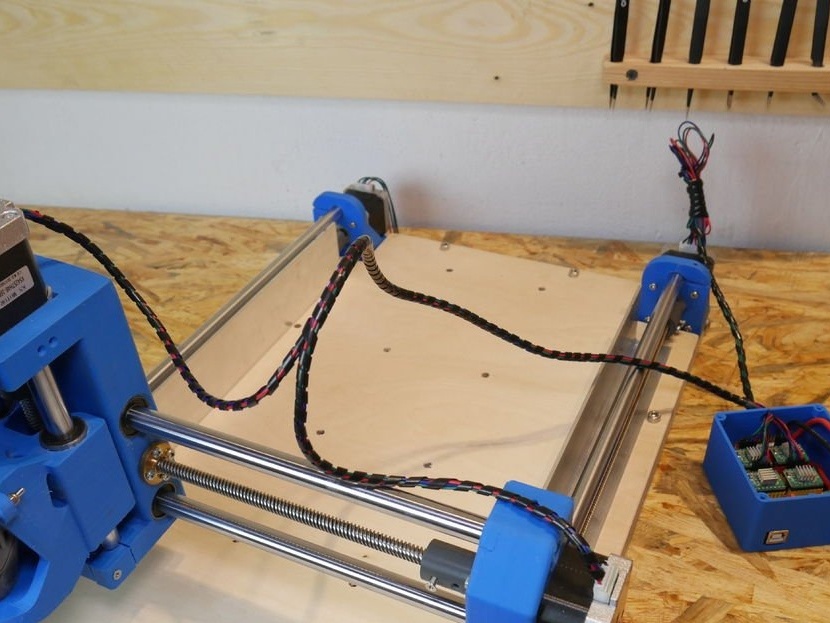
Trinn fem: Y-aksen og aluminiumsrammen
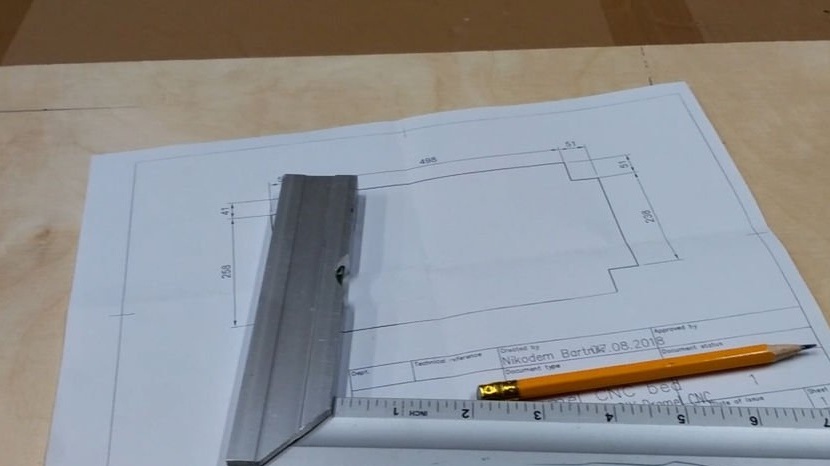
Y-aksen er direkte koblet til hovedrammen på denne maskinen. Den er laget av 20x20 mm aluminiumsprofiler forbundet med skruer for stivhet. Siden denne maskinen er modulær, er det mulig å redusere eller øke lengden på profilene. Mesteren klippet profilene sine til 60 cm - 2 stk., Og 30 cm - 4 stk. Deretter må du bore monteringshull. For å lette boreprosessen utviklet og trykket masteren en leder som kan settes på profilen og deretter bores et hull ved hjelp av et 6,5 mm bor. I begge ender av de to korte profilene er det fortsatt nødvendig med gjenging. Det anbefales at du borer tappehullet med en 5,2 mm bor og deretter lager en M6-tråd.
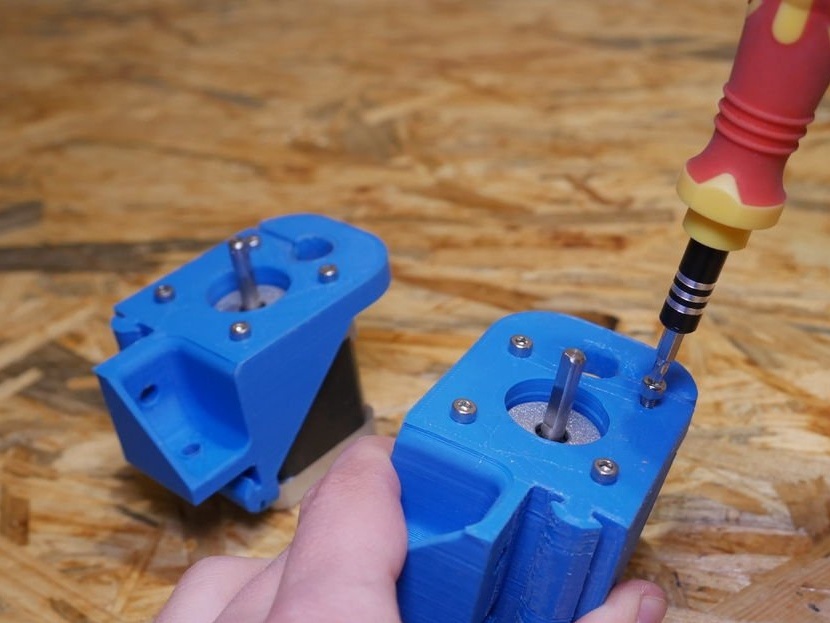
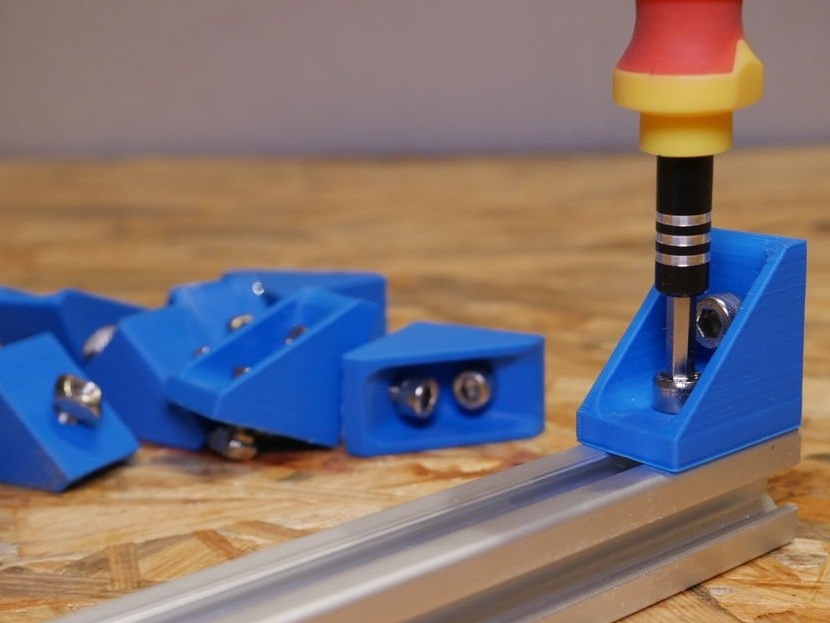
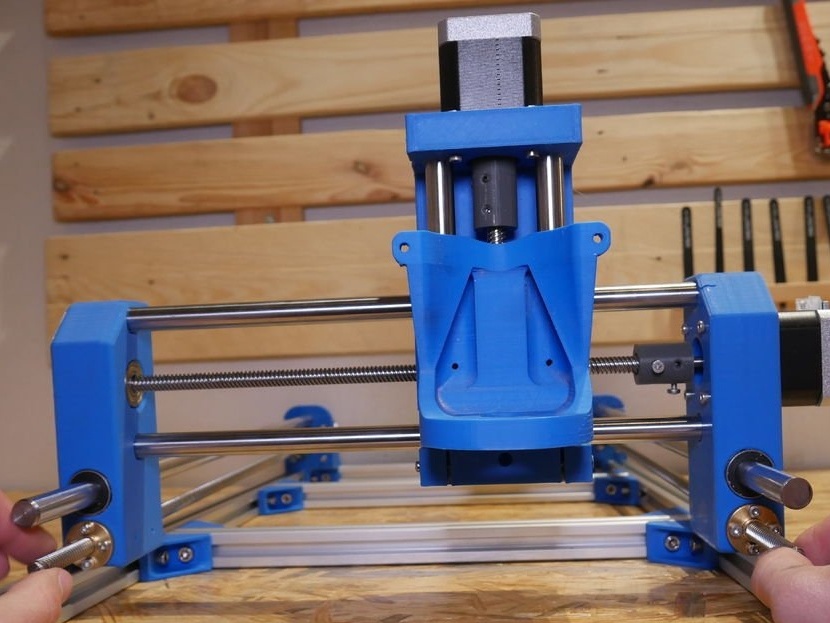
Videre på trinnmotorene er montert hjørneskjøter.
Aluminiumsprofiler er installert.
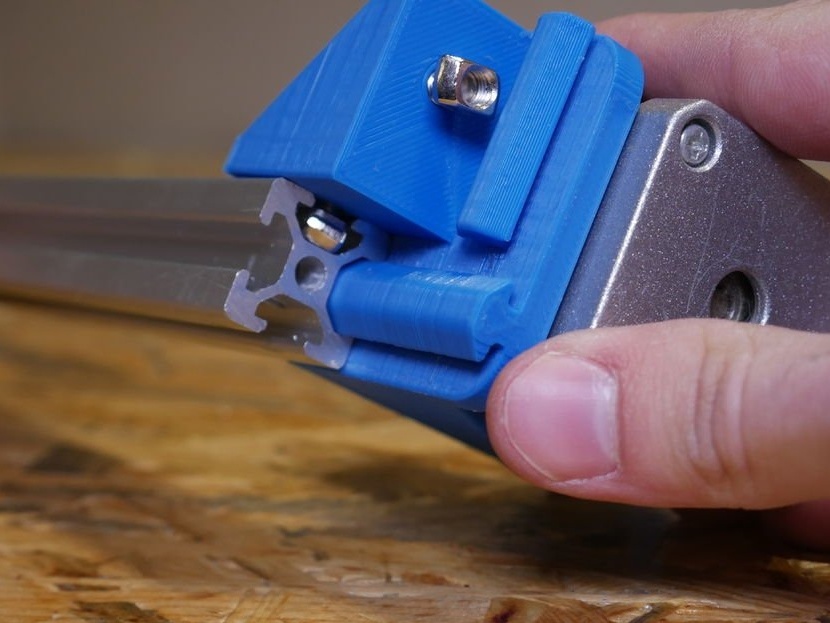
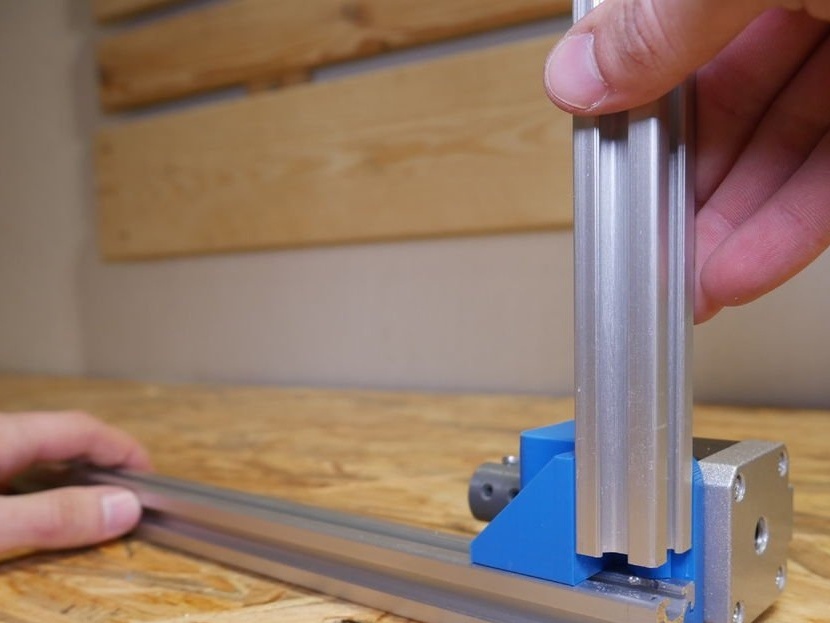


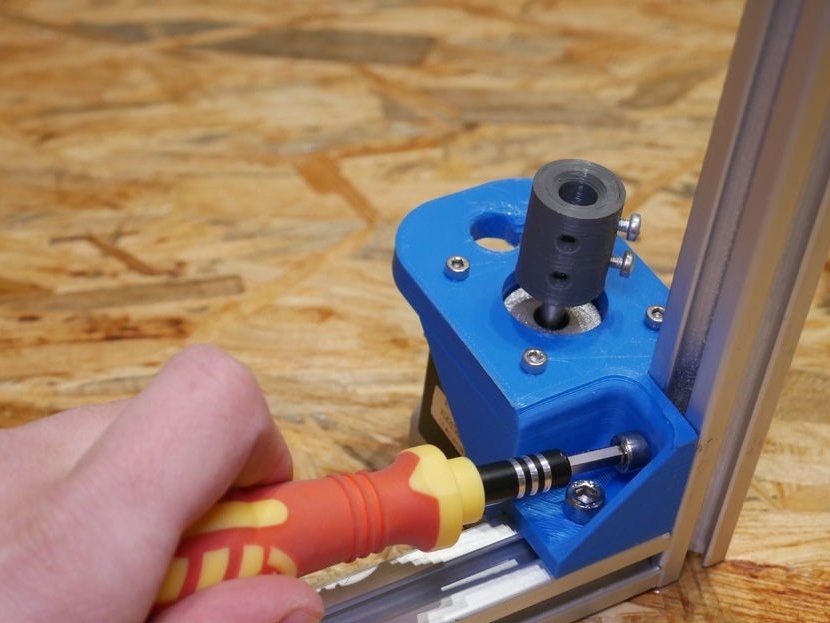

Setter kryssprofiler.


Installerer på rammen, den tidligere monterte X / Z-aksen.



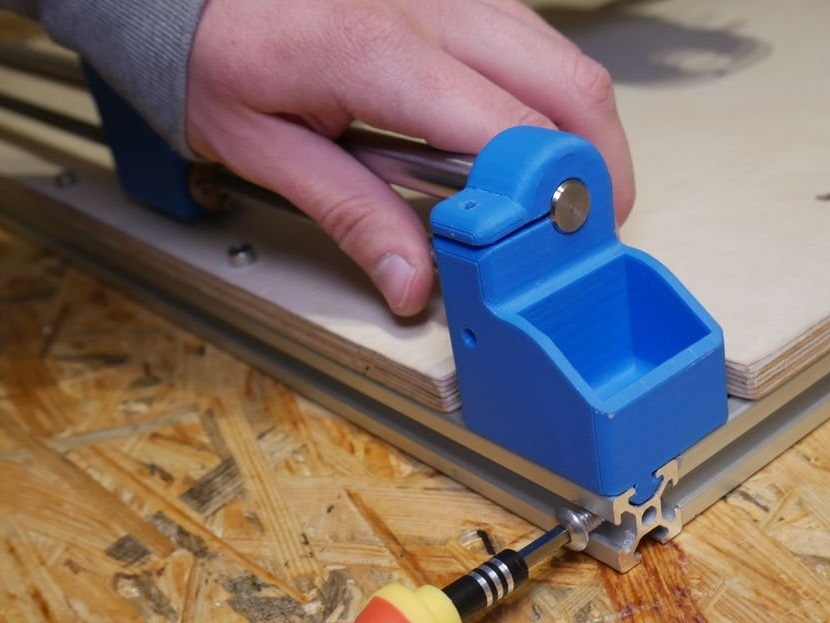
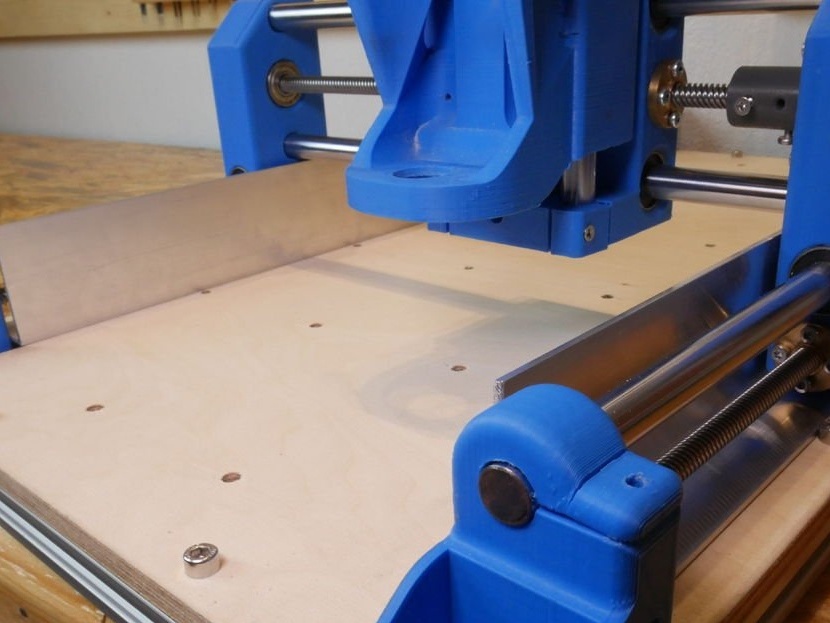
Trinn seks: tabellen
Mesteren laget et skrivebord fra kryssfiner. Jeg kuttet stykket i størrelse, boret monteringshull langs kanten. På arbeidsdelen av bordet boret jeg også hull og installerte gjengede innsatser nedenfra. De er nødvendige for å feste arbeidsstykker. For å forhindre at kryssfiner blir skadet, vil en fiberplateplate bli plassert på toppen.






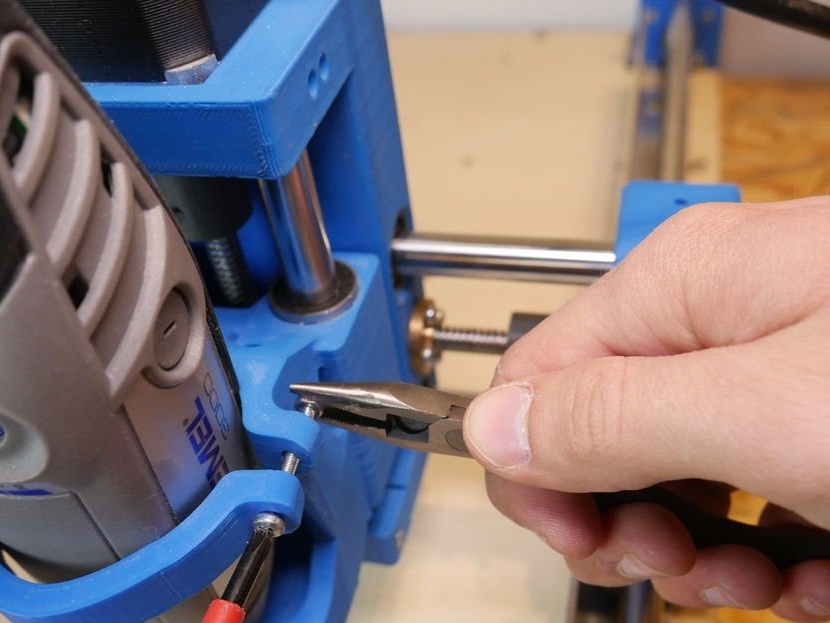
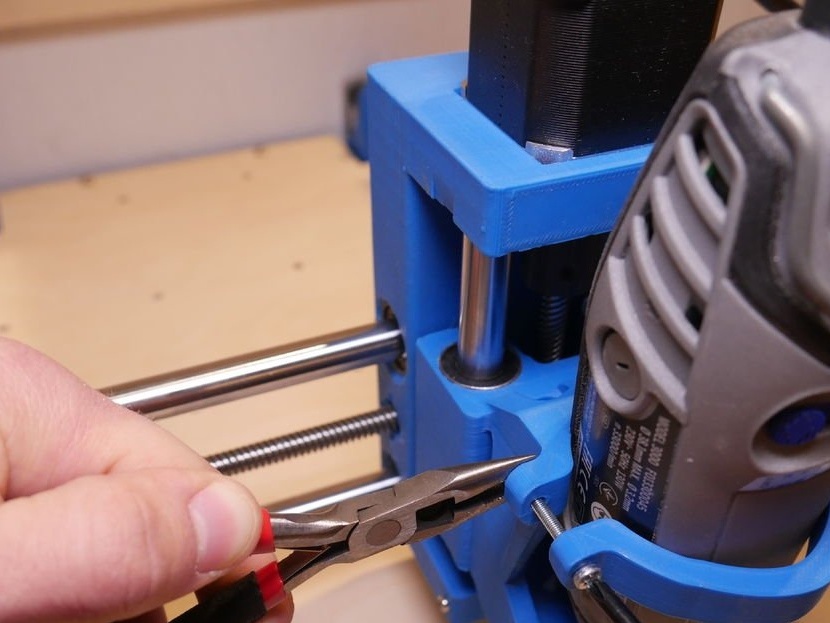
Syvende trinn: Dremel
Mesteren bruker Dremel 3000 på sin maskin. Dette verktøyet er ikke ideelt, og det er vanskelig for ham å bearbeide aluminium, men det er nok til å bearbeide tre eller akryldeler. I prinsippet kan du også behandle aluminiumsdeler, dette blir demonstrert på video på slutten av artikkelen.
Noen venner installerer Dremel 4000 som en annen spindel er montert på, og dette utvider maskinens muligheter.
I begynnelsen av dette prosjektet ønsket mesteren å legge til et stafett for å slå Dremel av og på ved hjelp av G-kodekommandoen, men på grunn av noen problemer bestemte han seg for å ikke bruke den. Derfor slås graveren på og hastigheten reguleres som standard, med knappene på selve Dremel.
Dremel festes med en mutter i bunnen av graveren og klemmen.




Trinn åtte: firmware
For å installere GRBL på en Arduino, trenger du en Arduino med en USB-kabel og programvare, som kan lastes ned her: https://github.com/grbl/grbl
Etter å ha lastet ned .ZIP-filen fra lenken over, kan du legge den til Arduino IDE som et bibliotek. Gå til eksempelfilene og åpne eksemplet fra GRBL-fanen. Du skal bare se en linje med kode, ikke noe mer, dette er normalt. Koble Arduino til datamaskinen og last ned programmet. Og GRBL er installert på Arduino, du trenger ikke å endre noen kode. Hvis du har problemer med dette trinnet, kan du prøve å finne instruksjoner på Internett.
Det er også en ting som må endres, du kan gjøre det gjennom en seriell skjerm i Arduino IDE eller en konsoll i CNCjs.
Alt du trenger å gjøre er å sende 3 enkle kommandoer:
$100 = 400
$101 = 400
$102 = 400
Send disse kommandoene separat. Avhengig av oppløsningen på trinnmotorene du bruker, kan det hende du må bruke en annen verdi enn 400.
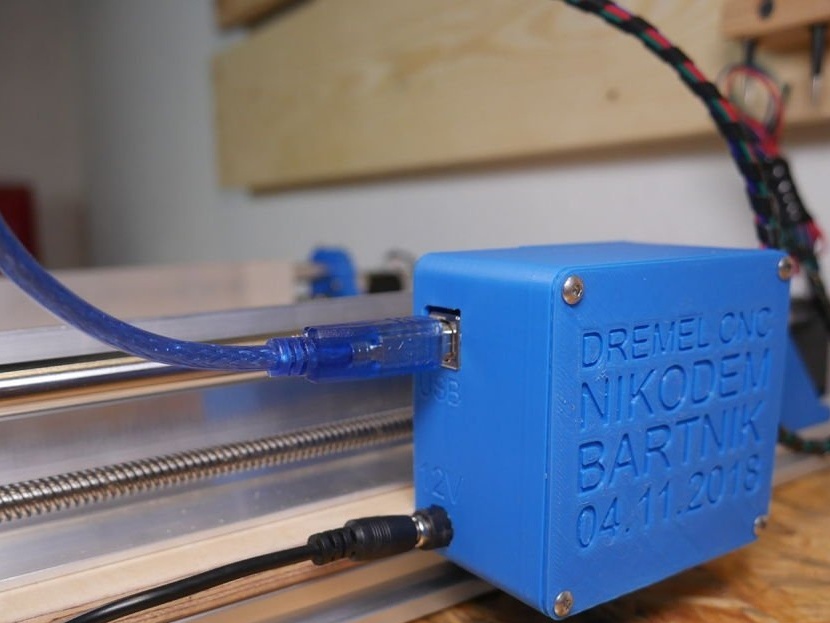
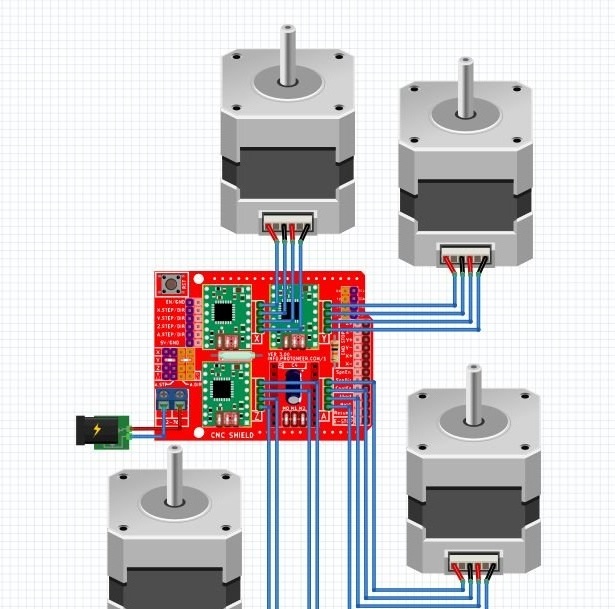
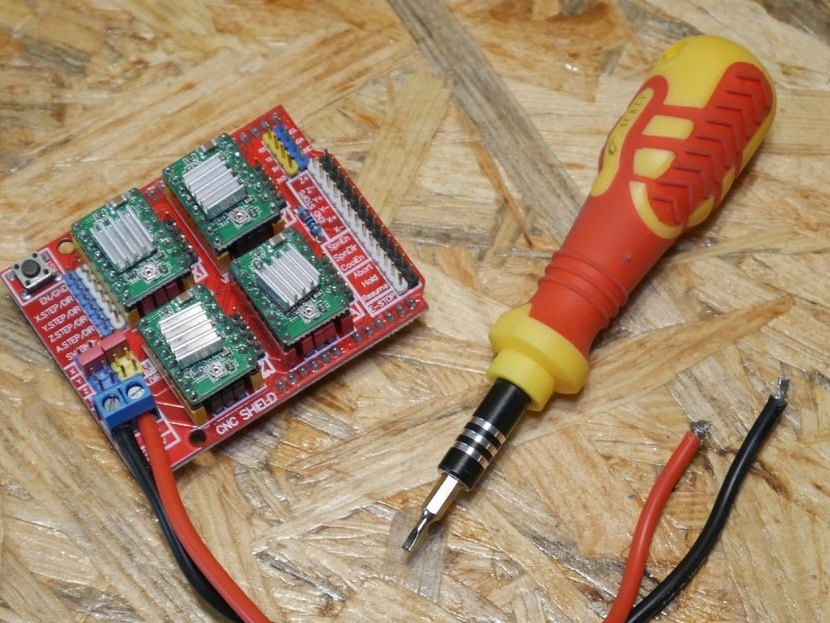
Trinn ni: Elektronikk
Deretter installerer master elektronikken og kobler til trinnmotorene. Ved tilkobling ble mesteren ført av instruksjonene fra dette nettstedet.
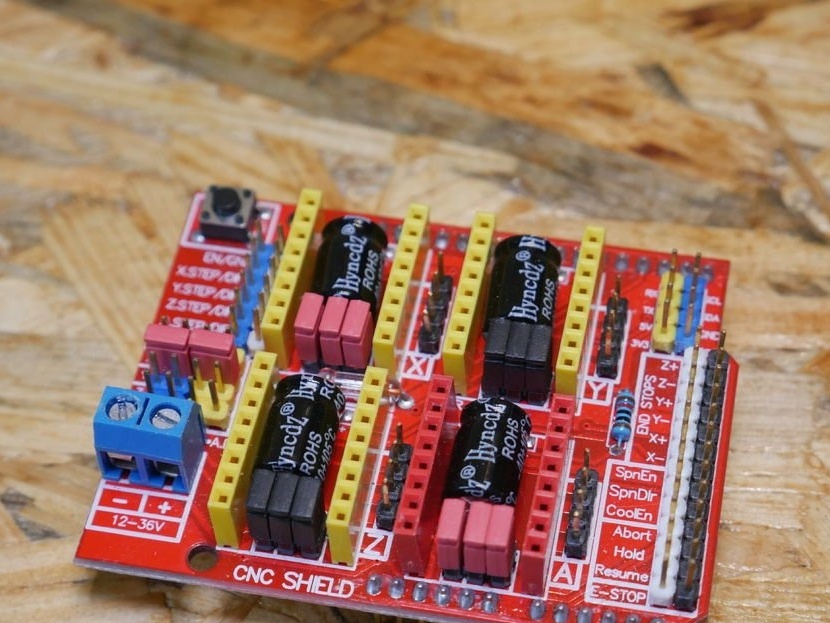
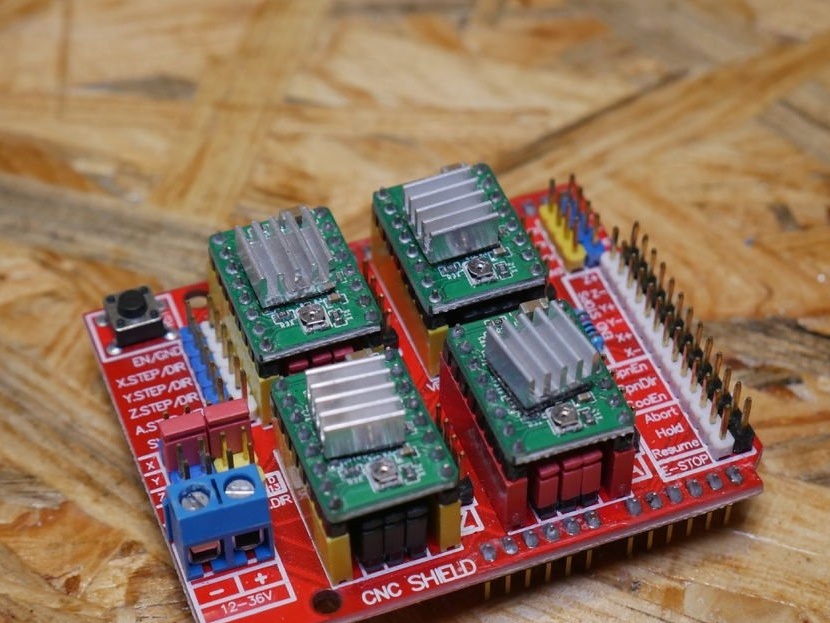
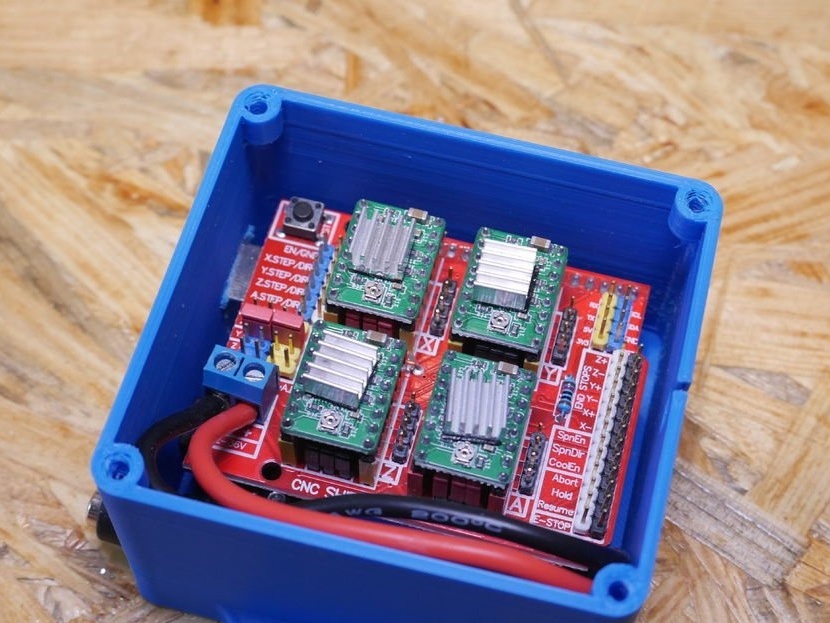
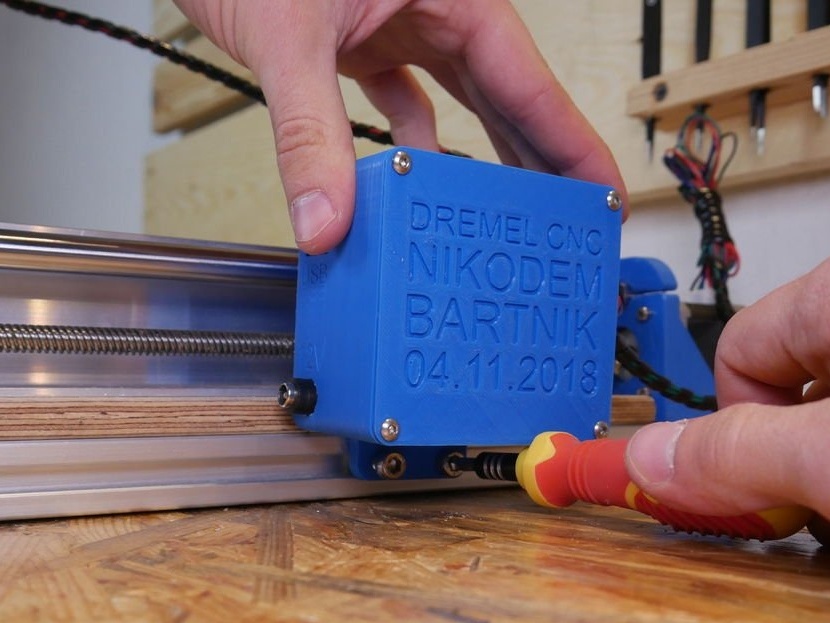
Installer hoppere, deretter steppmotordrivere på utvidelseskortet. Kobler til strømkontakt, trinnmotorer, Arduino. Installerer elektronikk i huset. Etter montering er det nødvendig å kontrollere trinnmotorers funksjon, spesielt i hvilken retning de snurrer. Om nødvendig, feil arbeid, slår motoren seg av og svinger over 180 grader.

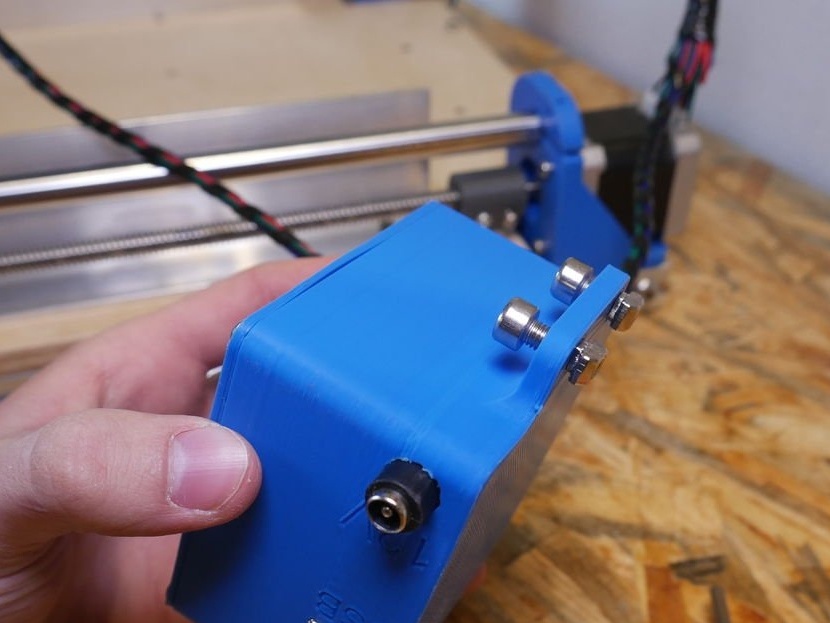
Trinn ti: Ernæring
For strøm bruker mesteren en 12V 3A strømforsyning.

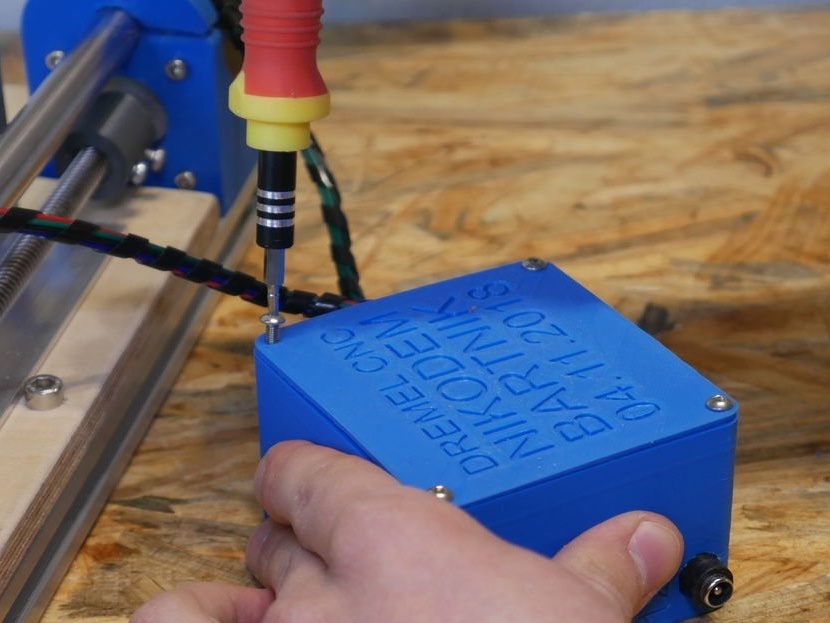
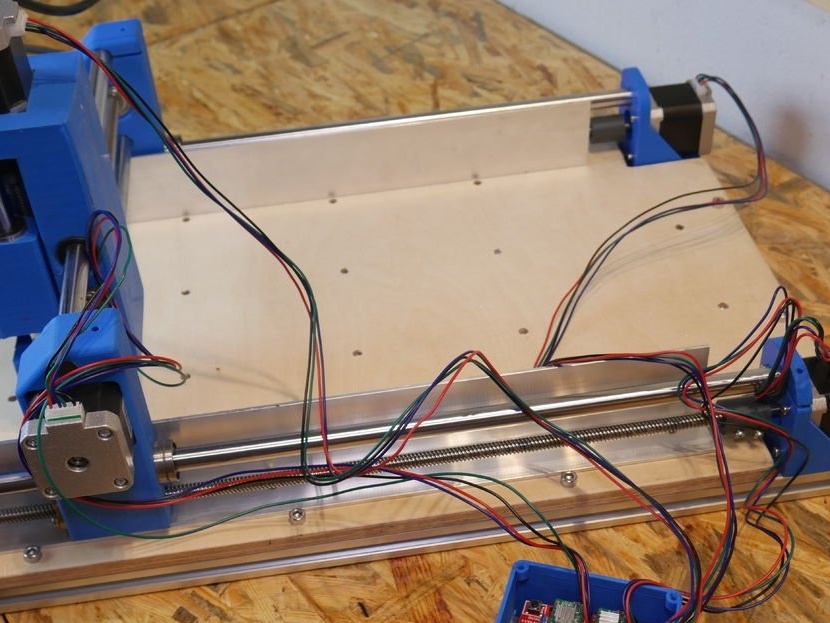
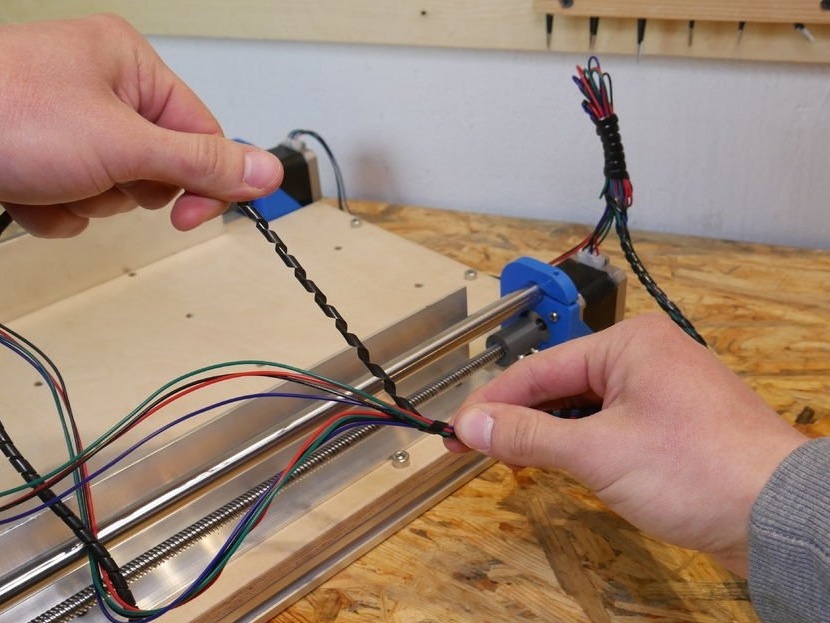
Ledninger må pakkes inn og føres riktig slik at de ikke faller inn under bevegelige deler.
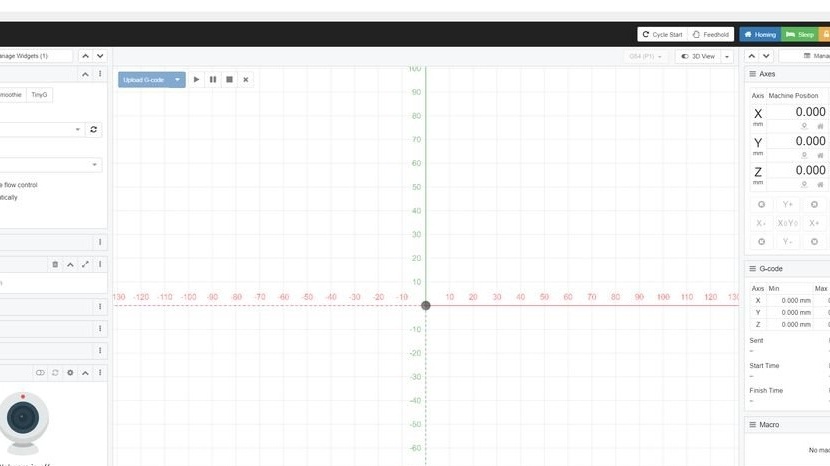
Trinn elleve: Programvare
For å kontrollere maskinen ved hjelp av en datamaskin, installerer veiviseren CNCjs-programmet fra denne ressursen.
Programmet er gratis og er installert på nesten alle operativsystemer.
Hvis du har problemer med å koble til maskinen: sannsynligvis skyldes dette feil overføringshastighet, kan du prøve å endre overføringshastigheten i CNCjs til 11520.
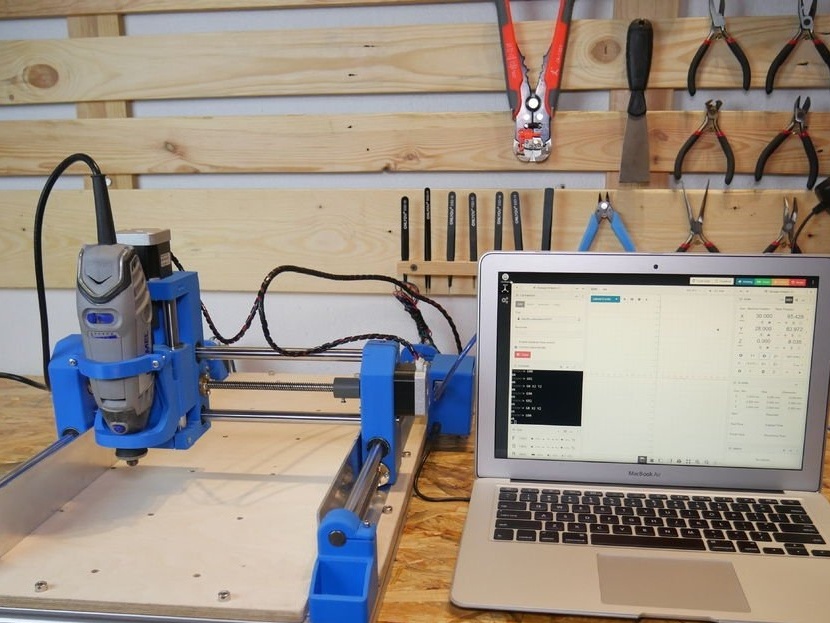
Mesteren bruker Fusion360 for å designe deler.
Trinn tolv: alternativer
Valg av riktig mating og skjæredybde er viktige parametere. Begynn å fres sakte og overfladisk, øk hastigheten sakte. Vær forsiktig, kutteren er lett å bryte. Husk at sakte film er like ille som for raskt; du må være mellom dem for å oppnå de beste resultatene.
Her er innstillingene som veiviseren bruker:
Wood, MDF:
Fôr: 800 mm / min
Snittdybde: 3mm
Dremel bryter 8/10
akryl:
Fôr: 500 mm / min
Skjæredybde: 1 mm
Dremel-bryter 6/10
aluminium:
Fôrhastighet: 800 mm / min
Snittdybde: 0,2 mm
Dremel i full fart




Mesteren opprettet sitt prosjekt i mange måneder. Da maskinen ble laget og justert, lastet han opp en video. Over tid opprettet mesteren en gruppe i. Du kan diskutere et problem i en gruppe eller foreslå egne løsninger. Gruppen har allerede rundt 1 200 mennesker. Mange av dem laget maskinene sine basert på arbeidet til mesteren. Noen mestere avsluttet produktene med sine originale løsninger. Basert på denne maskinen laget noen venner laserskjærere og plottere. Du kan bli kjent med disse materialene enten ved å gå til gruppen, eller ved å klikke på koblingen "Kilde" på slutten av artikkelen og bla nedover på siden.


Noen få eksempler på maskinen.



Veiviseren gir en serie videoer med eksempler på maskinen, med innstillinger osv., La oss se noen av dem.
Maskinmontering og oppsett.
Eksempler på arbeid.
Resten av videoen finner du på forfatterens side eller på kildelinken på slutten av artikkelen.