

Strøm (nettverk) transformatorer i strømforsyningsenhetene til enheter brukes mindre og mindre, og det er grunner til dette - pulsomformere er mye mer kompakte, har mange høyere egenskaper. I noen tilfeller er det imidlertid en lavfrekvent transformator i læreboken å foretrekke.
Hovedparametrene til transformatoren bestemmes under beregningen, et antall egenskaper påvirkes også av valg av materialer. Impregnering av transformatoren med lakk gjør det mulig å bruke billige (inkludert brukte) materialer for å forbedre situasjonen. Lakket inne i spolene bidrar til bedre kjøling (spesielt sant i toroidformede transformatorer), helbreder de fleste mikrodefektene av lakkisolasjonen til viklingstråden (spesielt sant når du bruker gamle eller andre brukte ledninger), fester trådene i trådene i spolene, og lar ikke magnetostriktiv effekt røre seg med løs vikling og ikke-låsende mellomlagsisolasjon. Øker isolasjonsstyrken og overlevelsesevnen. Generelt øker impregnering påliteligheten til transformatoren, reduserer svingen veldig, spesielt når det ikke er tilstrekkelig omvikling og velger tunge forhold. Forbedrer "klimatisk endring".
Det må huskes at impregnering av en transformator betydelig øker den distribuerte inter-svingskapasitansen, dette forverrer (endrer) frekvensresponsen (amplitude-frekvensegenskapen) for signaltransformatorer. For eksempel brukes ikke impregnering av utgangstransformatorer (rør) til stasjonære lydforsterkere. Det fører til en blokkering av frekvensresponsen ved høye frekvenser.
Hva som var nødvendig for arbeid.
Verktøy, materialer.
Hjemmelaget vakuumkammer, en lakk for impregnering, en beholder, et tørkeskap (du kan klare deg med en elektrisk komfyr), et sett med mellomstore benkverktøy for montering av en transformator, et sett med verktøy for elektrisk installasjon (sjekk driften av en ferdig transformator).
La oss komme i gang.
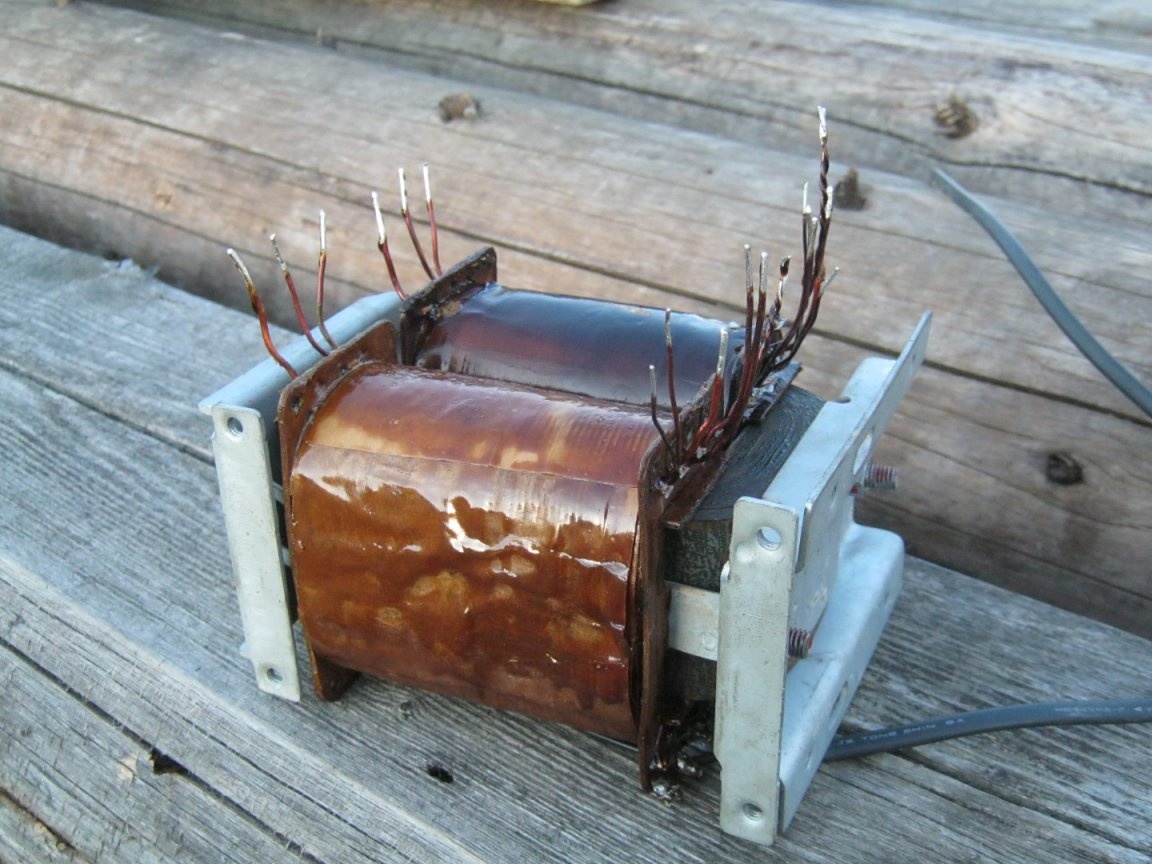
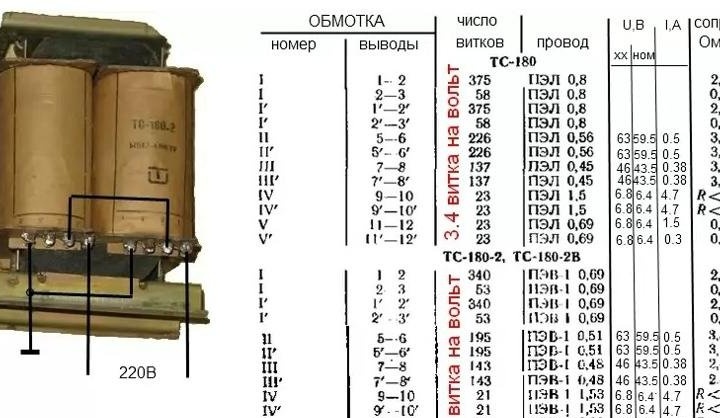
Emne - en transformator for en laboratoriekraftforsyningsenhet basert på TS-180-2. Dette er en god (til tross for en svak økt induksjon i kjernen og strømtettheten i ledningene), en pålitelig og praktisk transformator som brukes i rør-TV-er. De primære viklingene og den elektrostatiske skjermen er igjen i sin opprinnelige form, de sekundære viklingene telles og spoles om.Hoveddataene til transformatoren TS-180-2 er oppsummert i tabellen.
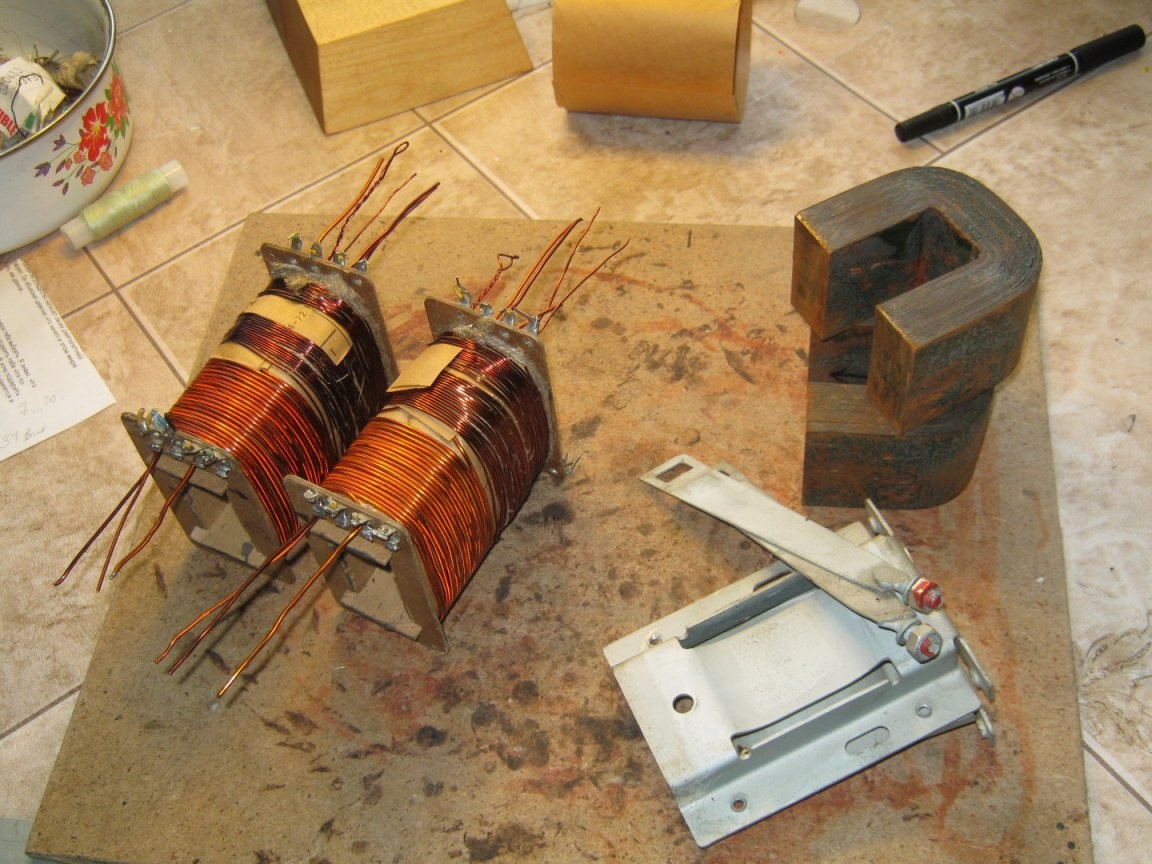
Det ble pålagt å vikle flere lavspente viklinger, standard høyspenningsviklingene (mange svinger, mange lag) ble fjernet. Brukte gratis vanlige pakninger mellom lag med tykt papir. Antall svinger for nye viklinger var lite, en ledning med betydelig diameter - vikling ble utført manuelt, uten bruk av spesielle mekanismer.
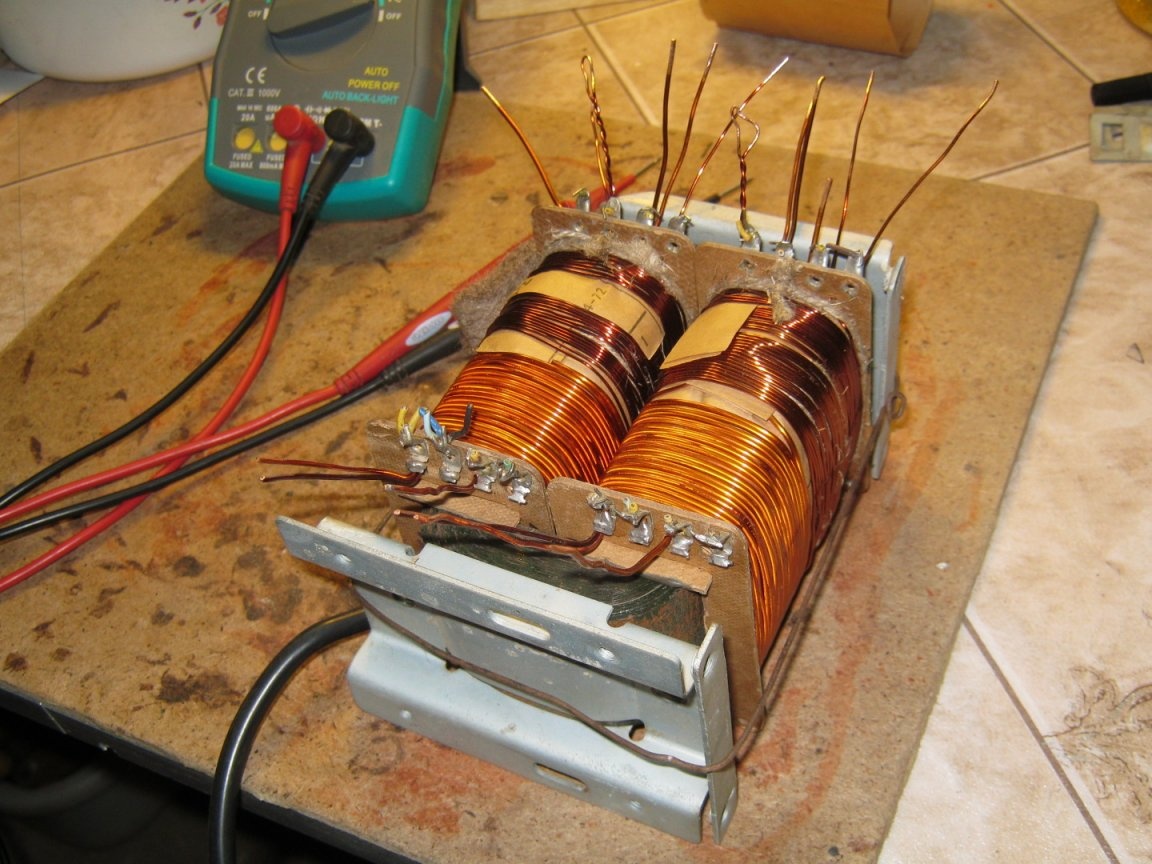
For å kontrollere viklingenes korrekthet ble transformatoren satt sammen "på en strømførende tråd". Halvdelene av kjernen trekkes sammen med ledning, endene av viklingskablene er strippet for lakkisolasjon. En multimeter fant konklusjonene til hver av viklingene, en test inkludering målte spenningen uten belastning. Order. Det er spenninger, de er innenfor normale grenser.
Transformatoren ble demontert, på spoler gjorde den det øverste "dekorative" laget med papirisolasjon.
Jeg prøvde spolen på et vakuumkammer fra en standard kuttet 0,75 liter. Som dikteren sa med sagflis i hodet, kommer han inn og går ut.


Prosessen vil kreve oppvarming og tørking ved høye temperaturer. Brukes til disse formålene en gammel tamovn. Ingen temperaturregulatorer er gitt for utformingen, det var nødvendig å manuelt slå av og på. Ved hyppig bruk er en slik enhet bedre utstyrt med en enkel termostat. Det er ikke nødvendig å ha en ovn til disposisjon, den relativt lille størrelsen på spolen lar deg komme forbi med en slags surrogat. For eksempel, da han var på skolen, brukte forfatteren en stor tinnbok som var plassert på en elektrisk komfyr (evnen til å sette den i friluft). Slik at spolene ikke brenner, ble det helt sand på bunnen av boksen, fragmenter av keramiske fliser ble lagt. Et stykke tinn på banken var dekket ovenfra.
Her ble det også hellet et lag med tørr sand under spolen (for å absorbere den lekkede lakken) og flere flate steiner ble lagt (for ikke å søle spolen i sanden).

Selvfølgelig er det spesielle impregneringslakker som gir høyere egenskaper, men med de vanlige ikke-militære-rom-tropiske kravene til transformatoren, lakker på en alkyd-, uretan- eller glyfaltisk basis fra den nærmeste bygningsbutikken. Den beskrevne teknologien er noe for dem. Den alkoholholdige lakken med skjellakk er også veldig praktisk for impregnering, og på grunn av sin lave viskositet impregnerer papir godt og fester spoler av spoler. Det er spesielt bra for spoler med tynn tråd. Dessverre er for tiden denne lakken veldig sjelden og dyr.
I det beskrevne eksperimentet ble alkyd-uretan "yacht" -lakk brukt. Til min disposisjon var en lakk med et pigment (farget). Dette er overhode ikke nødvendig (brukt den eksisterende), og hvis du kjøper en spesiell lakk for impregnering, er det bedre å velge en vanlig gjennomsiktig.

Lakk er en ganske tyktflytende ting, det vil være motvillig til å krype inn i flaskehalser. Reduser viskositeten ved å fortynne med et passende løsningsmiddel eller (bedre) ved å varme opp. Det er best å varme lakken i et vannbad på en elektrisk (uten åpen flamme!) Komfyr. Det er enda bedre og mer praktisk å varme varmt vann separat (ta det fra vannforsyningen) og legge en krukke lakk i den.
Spolen med ledningen er mye kaldere enn lakken. Den har betydelig masse og har en utviklet (innvendig) overflate - den oppvarmede lakken vil raskt bli avkjølt. Det anbefales også sterkt å forvarme spolen til 70-80 grader. Det er praktisk å varme i den samme stekeovnen, en temperatur ved berøring - "hånden tåler ikke lenger." Spolen skal varmes opp så fullstendig som mulig. Det tar tid.


Etter å ha fullført alle forberedende operasjoner (oppvarming av spolen og lakk) fortsetter vi direkte til impregnering. Alt er åpenbart her - vi legger spolen i en beholder, fyller den med lakk med hodet, vent i fem minutter (lakken vil suge opp og krype der den kan), tilsett lakk og lukk kammerlokket. Vi pumper ut mest mulig luft. I dette tilfellet kan overflaten på lakken skumme (dette er luftbobler som kommer ut av spolen), så det er bedre å pumpe ut deler, slik at skummet får bunnfeste. Ved utilstrekkelig oppvarming (lav lakkmobilitet) kan prosessen ta en stund, så det pumpede fartøyet bør også varmes opp.Den enkleste måten å gjøre dette på er ved å plassere det i varmt vann.

Til slutt, når den maksimalt tillatte vakuumkammerutformingen er oppnådd og nye luftbobler ikke kommer ut av spolen, kan impregneringen betraktes som komplett. Luft føres inn i kammeret, spolen fjernes fra lakken. La det renne litt og legg det i et oppvarmet tørkekammer. En del av lakken fra spolen følger uunngåelig, derfor er det nyttig å fylle med tørr sand under spolen. En god indikator på prosessen er fargen på det ytre papiromslaget i spolen og den fordampende flyktige delen av lakken. Fargen skal ikke være for mørk, brent, selv om dette skjedde. Vanligvis ble en lysebrun, brun fargetone ansett som et tilfredsstillende resultat. Under tørkeprosessen er det bedre å vri spolen flere ganger rundt aksen. Verktøy for dette må utarbeides på forhånd.
Fordamping av flyktige stoffer fra lakk, som praksis viser, er hovedindikatoren. Så lenge lakken er i sin opprinnelige form i spolen, fordampes løsningsmiddel og flyktige fraksjoner fra den. Det ser ut som hvit røyk med en karakteristisk lukt. Det skiller seg ut ganske intenst, så prosessen er ikke tillatt, gjennomføres innendørs. Med mindre, i en god avtrekkshette. Når røyken har sluttet å slippe ut, kan tørking stoppes. Det må huskes at lakken inne i spolen ikke er herdet. Det er en mykgjort (temperatur) tett masse. Derfor er det ikke verdt å riste og trekke en varm spole. Den må tas forsiktig, uten å flytte ledningene, tas ut av ovnen og settes ved siden av (ved romtemperatur) for å avkjøle.


Etter avkjøling skal spolene absolutt ikke ha lukten av lakk, og utvendig utbrenthet er også uønsket.
De herdede lakkflekkene fjernes med en kniv, kontaktbladene blir renset, tunnelen for kjernen er nøye jevnet. Transformatorledningene er på linje, deres tilknytning bestemmes. Deres integritet blir sjekket. Konklusjoner er forkortet til arbeidslengde, strippet, revet.


Transformatoren er montert, spesiell oppmerksomhet rettes mot kjernenheten. Alle platene skal presses tett, den vridde delte kjernen skal ikke ha delaminering. Halvdelene av kjernen skal være tett komprimert. Ikke-tillatt (raking fra veggene i tunnelen med for tett passform) avfall mellom komprimerbare flater er ikke tillatt. Når du monterer en transformator med en stablet kjerne, for å minimere gapet mellom platene, presses kjernen fra endene i en skruestikk gjennom en gummipakning.
Det er veldig bra hvis dimensjonene til vakuumkammeret lar deg plassere hele transformatorenheten. Dette vil tillate å oppnå gode resultater med relativt enkle midler, selv om en slik transformator er fullstendig fratatt vedlikeholdbarhet.

Babay Mazay, mai, 2019