Hallo fans å lage håndverk, i dag vil vi vurdere hvordan du lager en liten kniv uten å smi. Forfatteren kalte kniven sin "Sliver", siden bladet her er ganske smalt og tynt. Et slikt blad vil bli kuttet fantastisk, de kan tynt kuttede grønnsaker, brød og andre produkter. Knivhåndtaket er laget av G10-materiale, kvaliteten kan sammenlignes med tekstolit, bare G10 ser mye bedre ut. Et slikt håndtak er sterkt, det er ikke redd for vann, og takket være festingen i form av skruer kan foringen enkelt byttes ut. Når det gjelder bladet, er det laget av stål 0-1, slikt stål er lett herdet i olje og holder perfekt sliping. Forfatteren sverte kniven til en barberhøytilstand, han klipper lett tynt papir til en kalesje. Hvis du er interessert i prosjektet, foreslår jeg å studere det mer detaljert!
Materialer og verktøy brukt av forfatteren:
Materiell liste:
- stål 0-1 eller lignende;
- (farge etter din smak);
- epoksylim;
- .
Verktøyliste:
- beltesliper;
- fresemaskin;
- boremaskin;
- kappesag;
- herding ovn og ovn;
- klemmer;
- skrustikke;
- poleringsmaskin;
- reagens for stålbeising;
- slipesteiner;
- markør, maling i sprayboks;
- vernier tykkelse, målebånd, etc.
Prosessen med å lage en kniv:
Første trinn. Primærprofil
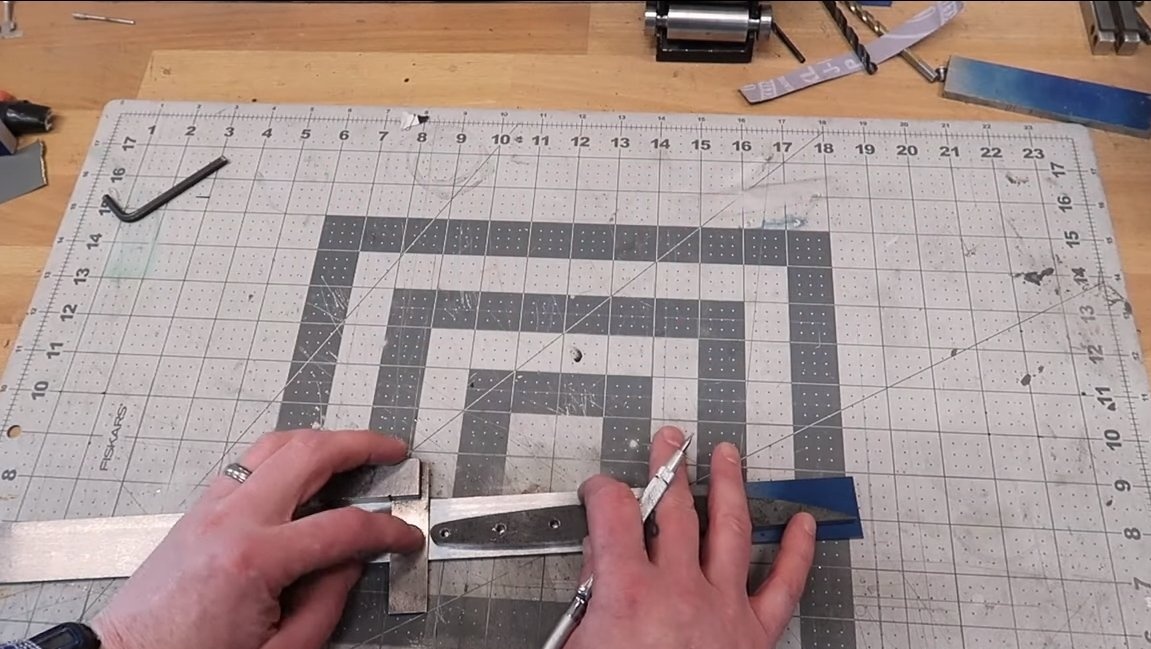
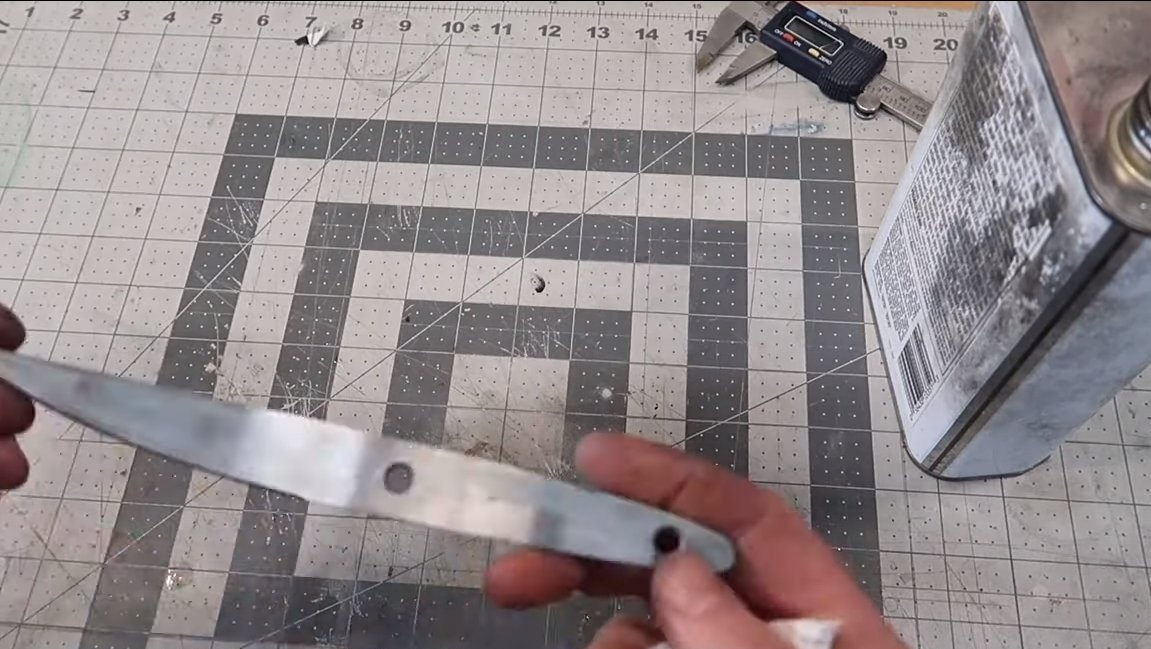
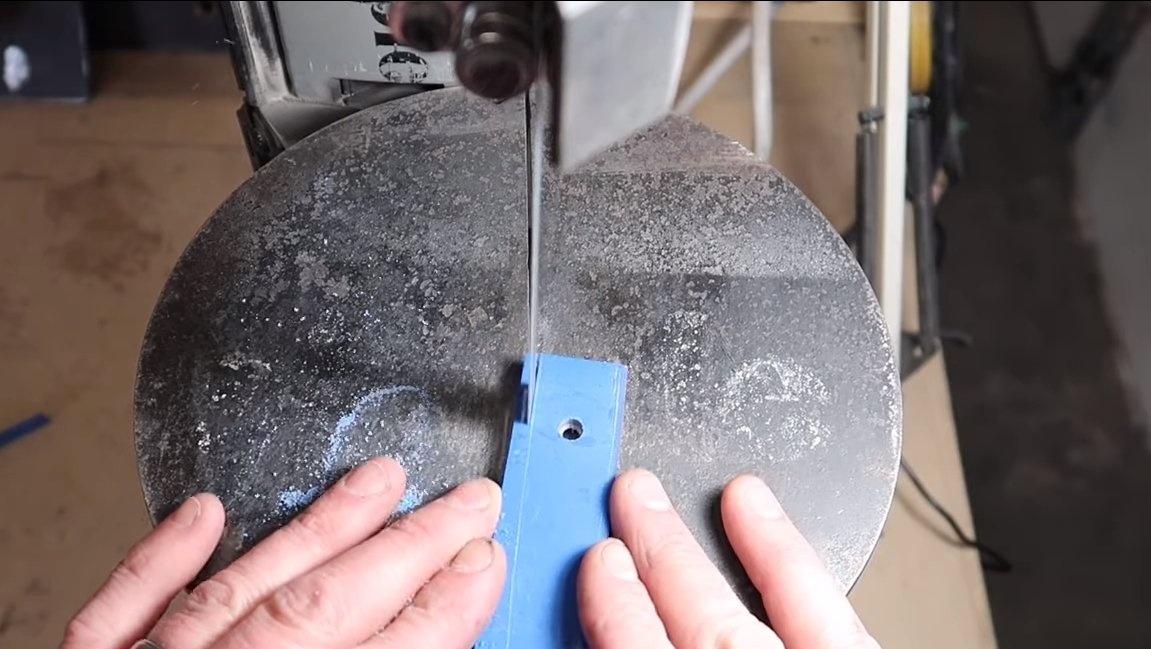
For å komme i gang tar vi emnet fra stål 0-1 og kutter det til ønsket lengde, avhengig av bladets lengde. Deretter må du male arbeidsstykket med spraymaling, et slikt belegg vil trekke på stål og linjen vil være tydelig synlig. Vel, da overfører vi knivmalen med en skarp gjenstand til arbeidsstykket.
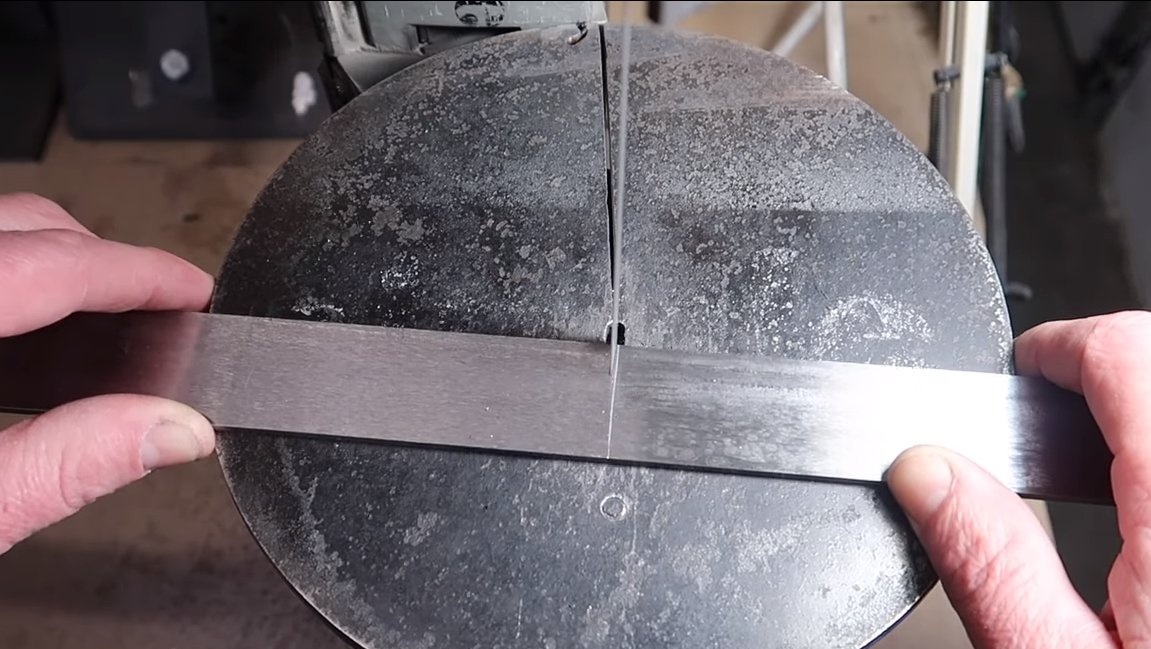
Nå kan den primære profilen kuttes, for å klippe forfatteren bruker en kappemaskin. En slik maskin kutter uten overoppheting, gnister og mye støy. Som et resultat får vi en nesten klar knivprofil.






Trinn to sliping
Etter kapping må profilen avsluttes ved sliping. For å gjøre det enklere å jobbe henvender vi oss til hjelp av en belteslynger. I prinsippet er det ikke så mange slipearbeider her, så du kan til og med håndtere en metallfil.

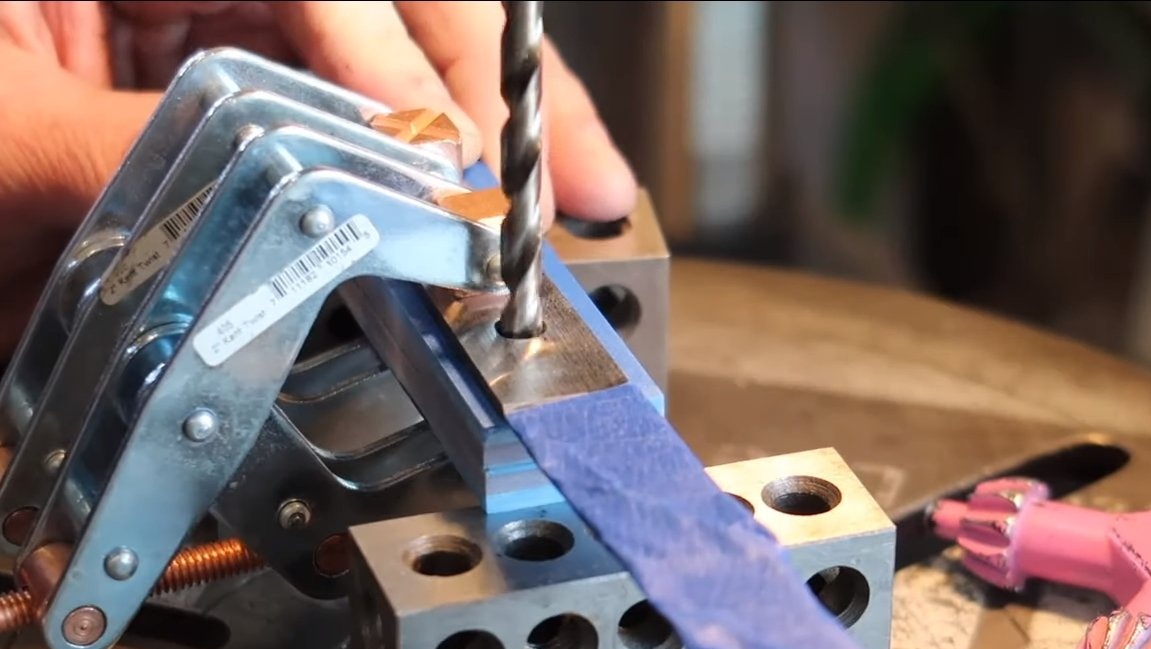
Trinn tre åpninger
På bladet markerer vi hvor og hva fasettene vil være, og markerer også stedene for hullene. Vi borer hull på boremaskinen. Det er viktig at hullene har samme diameter som mutterne som vil gå i dem, eller litt større. Takket være dette vil det ikke være noe tilbakeslag, og putene vil være ordentlig festet.





Trinn fire Primære fasetter
Før herding lager vi primære fasetter på bladet, slik at det senere blir mindre slipearbeid. Før det slukkes, kan ikke metallet gjøres for tynt, ellers kan det bli deformert eller overopphetet. Optimalt, ifølge mange mestere, for herding, bør stål ikke være tynnere enn 2 mm.
For å tegne symmetriske fasader må du male fremtidens blad med en markør og tegne en linje langs bladet i midten. Forfatteren danner primære fasetter, og holder bladet i hendene.



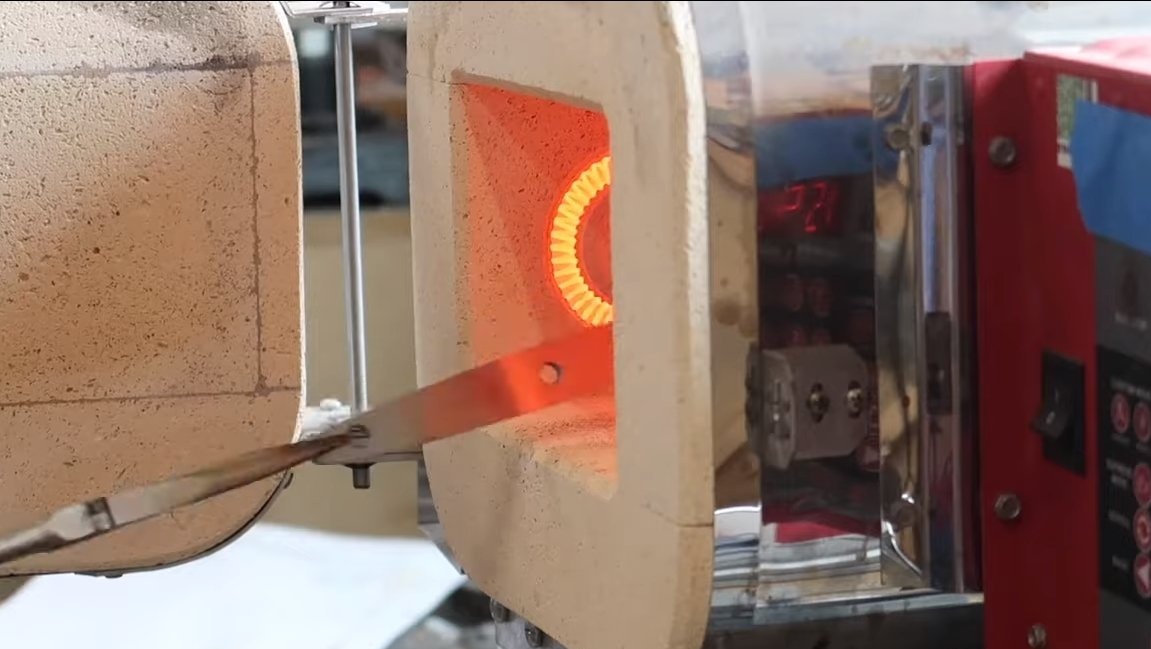
Trinn fem Varmebehandling
Deretter fortsetter vi å herde bladet, her trenger vi en ovn som kan utvikle en temperatur på omtrent 800 grader. Vi varmer bladet til en lys rød glød og senker det til olje, stål 0-1 herder uten problemer. Etter herding sjekker vi stålet, om alt viste seg, herdet stål bør ikke tas med en fil. Hvis ripene blir stående, prøv igjen, denne gangen varmer vi stålet til en enda lysere glød.



Etter herding gjør vi definitivt herding av stål, ellers vil bladet være skjørt og kan knekke akkurat når det faller på en hard overflate. Ferie utføres i en huskovn, temperaturen og tiden bestemmes avhengig av bladets størrelse og tykkelse. Med riktig temperering må metallet slå en stråfarge. Et slikt blad vil fjæres, og bladet vil være hardt nok til å holde skarpheten i lang tid.
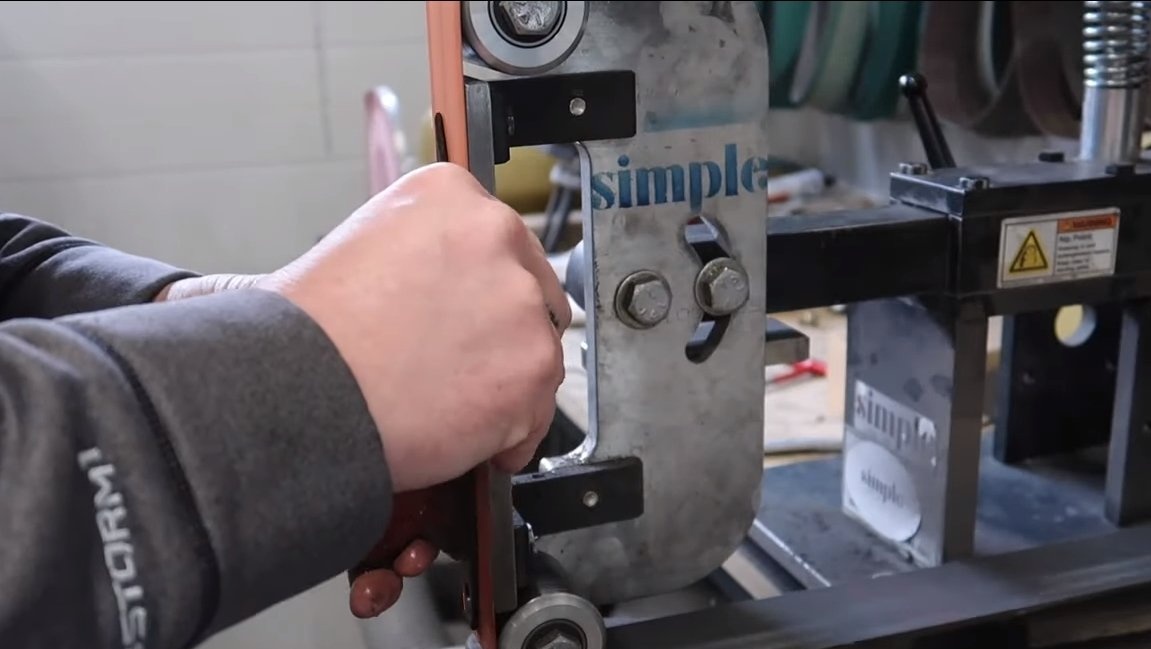
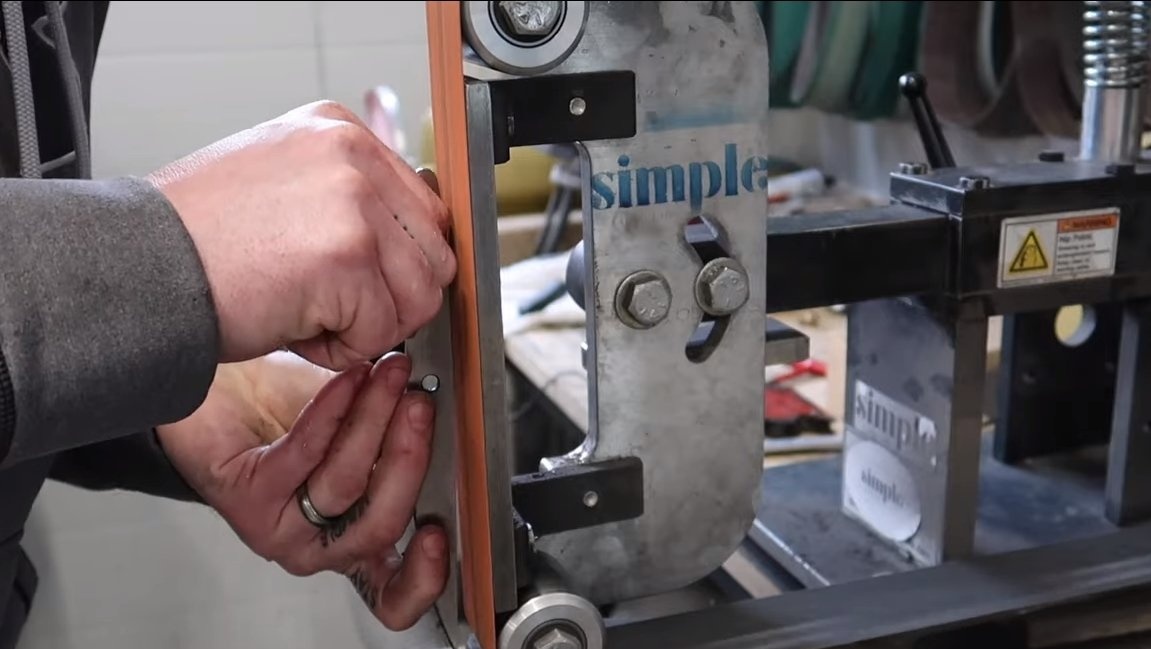
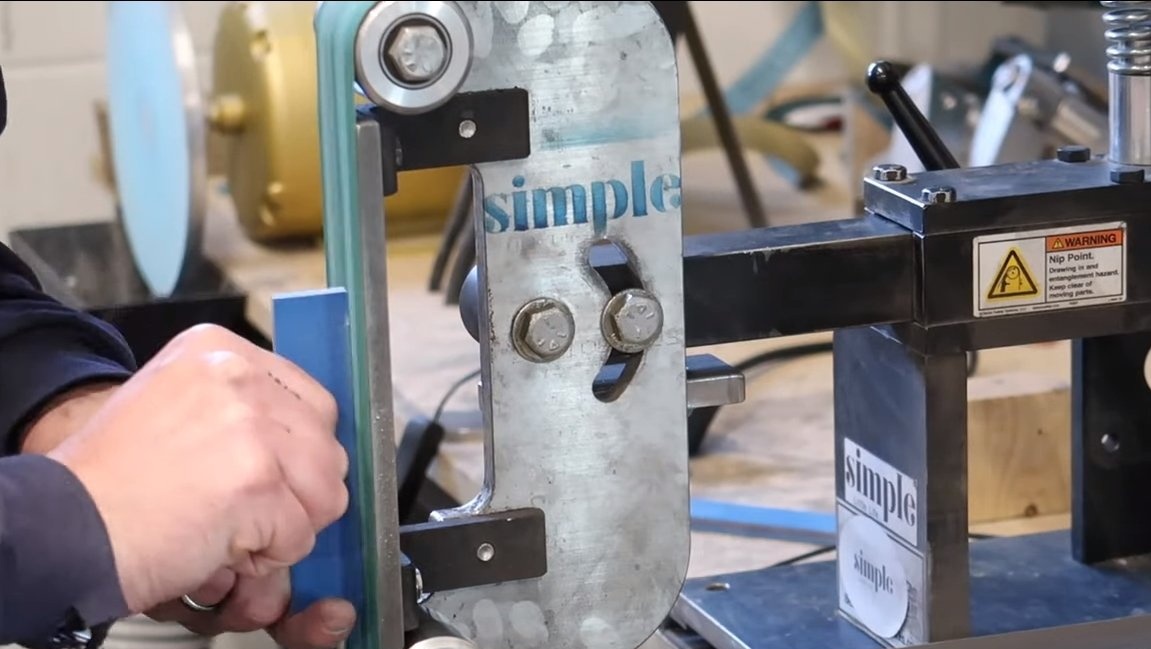
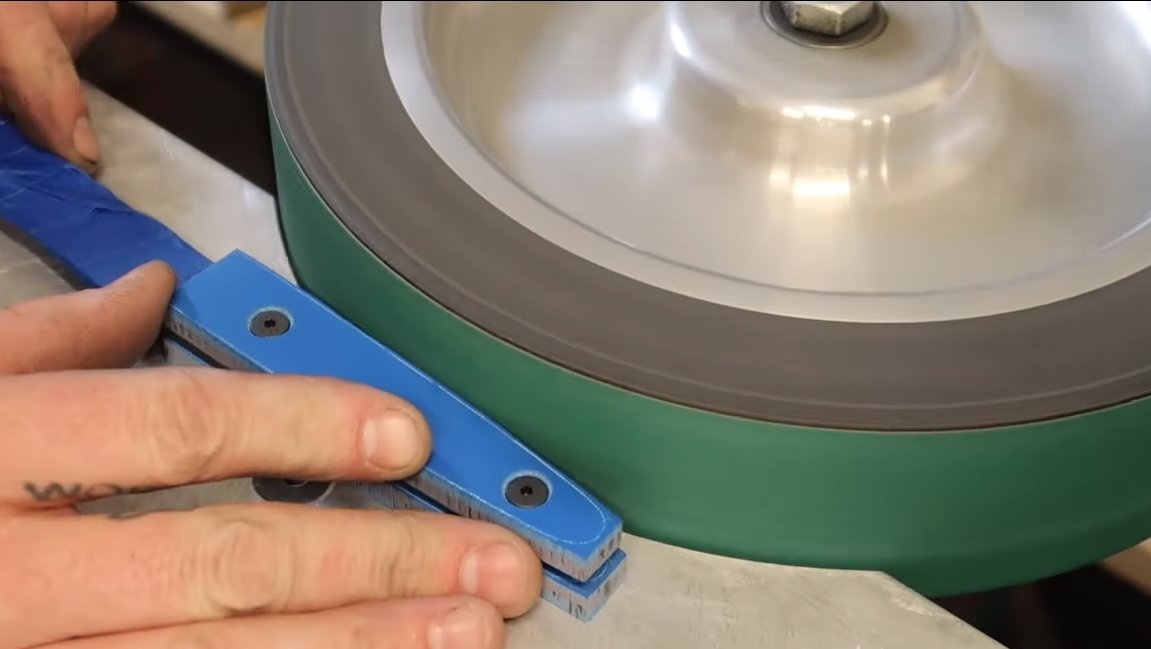
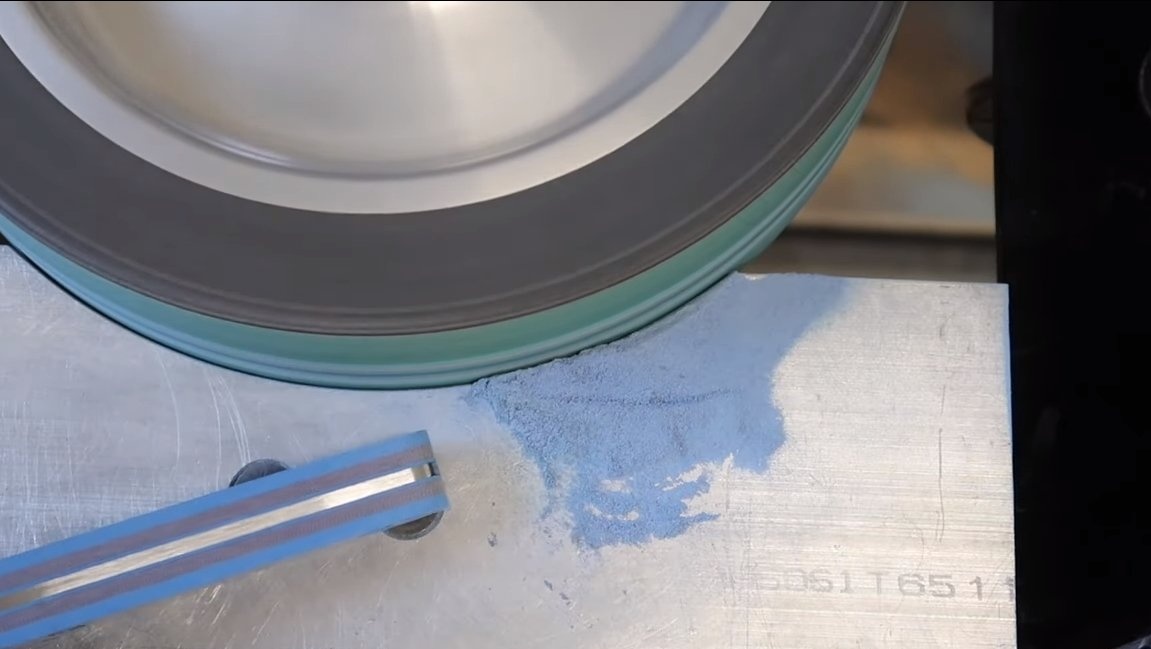
Trinn seks Endelig sliping
Etter herding kan du ta med de endelige fasene. For å løse problemet skruer forfatteren bladet til en spesiell holder i form av en stang. Vi utfører arbeid med beltesand. Når du arbeider, må du forsikre deg om at bladet ikke overopphetes, ellers må stålet herdes på nytt. Fra tid til annen dypper vi bladet i vann for avkjøling.




Syvende trinn. overlegg
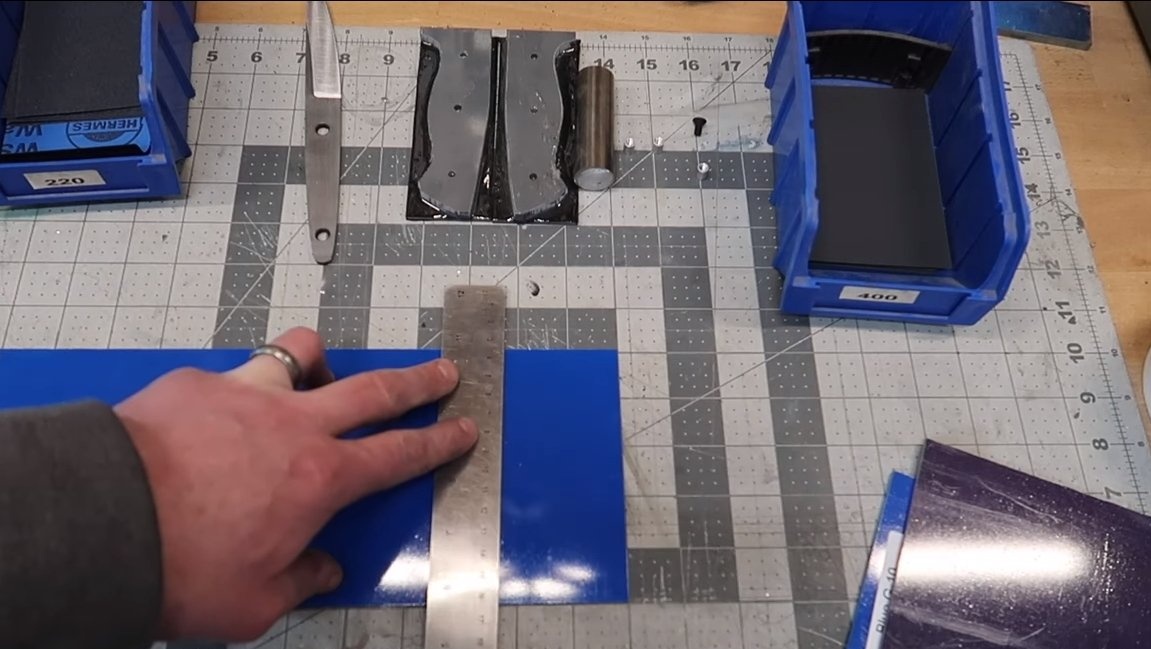
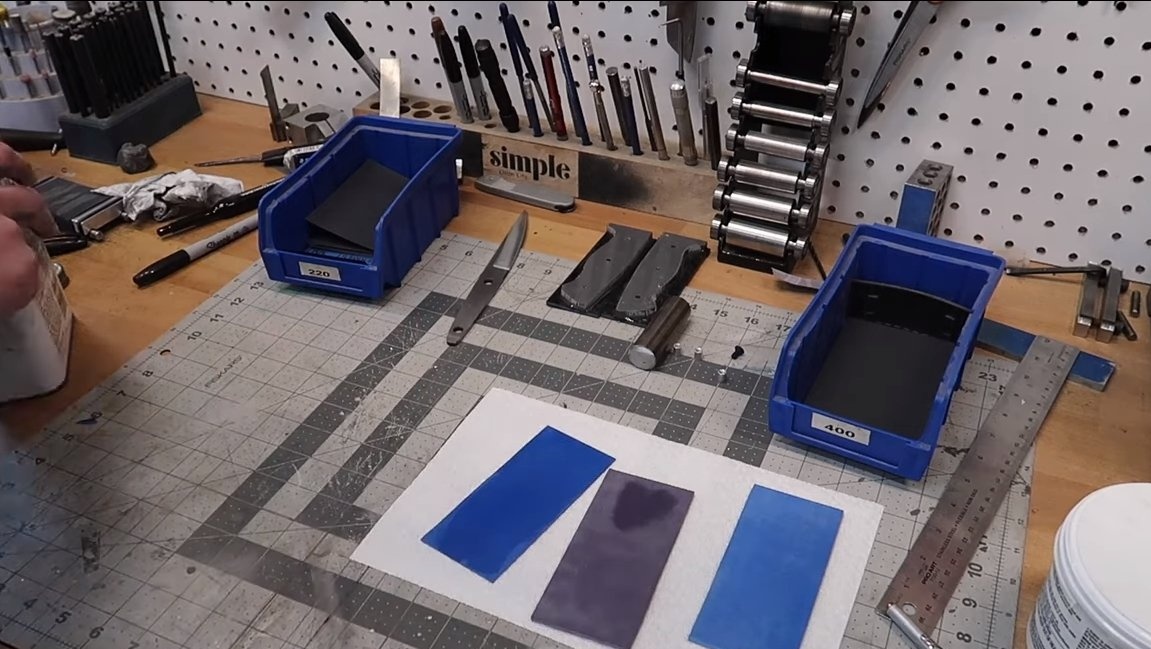
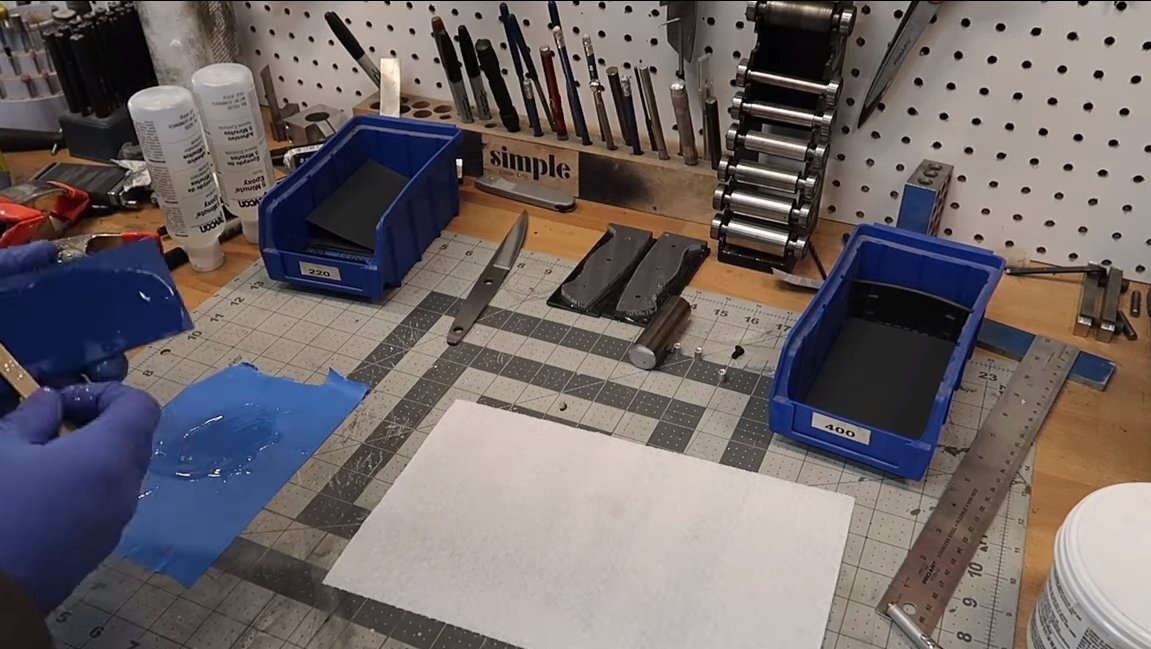
Vi lager dyner til håndtaket, her trenger vi materialet G10, forfatteren bruker ark i forskjellige farger. Vi må lime materialet for å oppnå ønsket tykkelse på putene. For liming bruker vi epoksylim.
Når limet tørker, bruker du knivhåndtaket på arbeidsstykkene, sirkler og kutter putene, de skal være litt større i størrelse enn håndtaket. Vi sørger også for å bore hull, lage hull for skruene slik at hattene deres ikke stikker ut over overflaten på håndtaket.


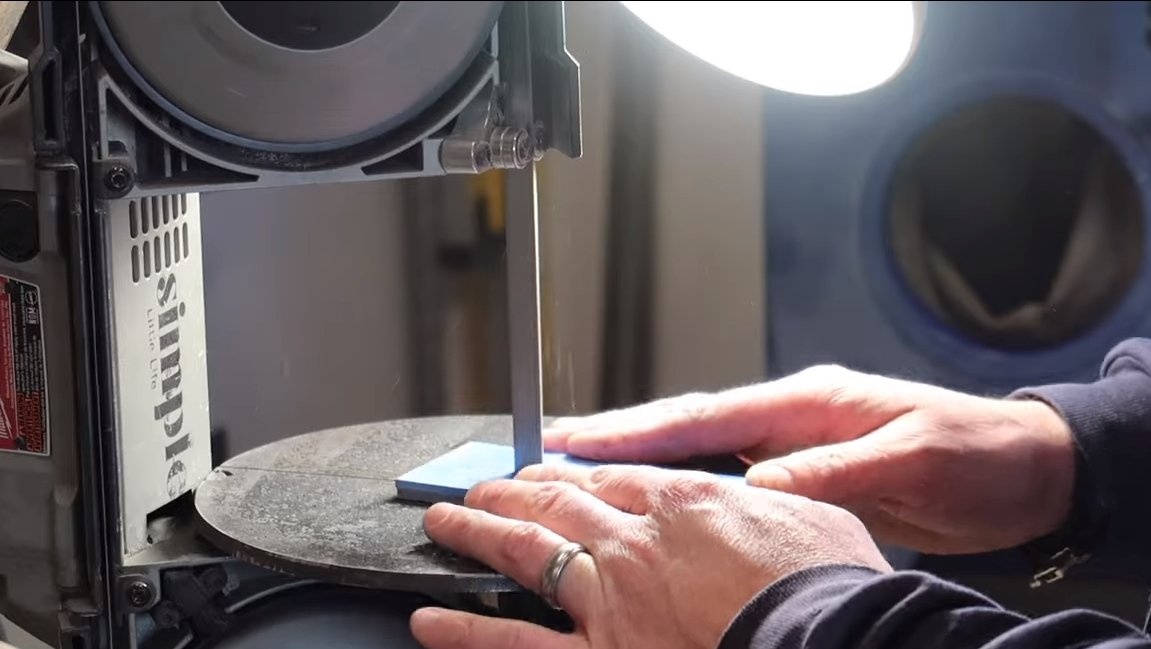












Deretter installerer du putene på håndtaket og sliper alt sammen. Som et resultat får vi to overlegg i ideell størrelse. Forfatteren har også et spor på håndtaket, det kan bearbeides med en kvern, en drill eller til og med en fil. På sluttfasen polerer forfatteren putene på en poleringsmaskin. Nå ser foringene fantastisk ut, slikt materiale trenger ikke å bli impregnert.
Trinn åtte. etsning
Som tenkt av forfatteren, er fasene på bladet mørke i fargen, og baken er blank. For å få ønsket patina trenger vi et etsningsreagens, vi avfettet bladet godt og senker det ned i reagenset. Etter en tid vil stålet bli svart, nå kan det fjernes. Bladet mitt er i brus, og deretter under rennende vann.
Deretter trenger vi lite sandpapir, fukte det med vann og slipe bladet godt, med fokus på baken. Som et resultat oppnår vi ønsket resultat.




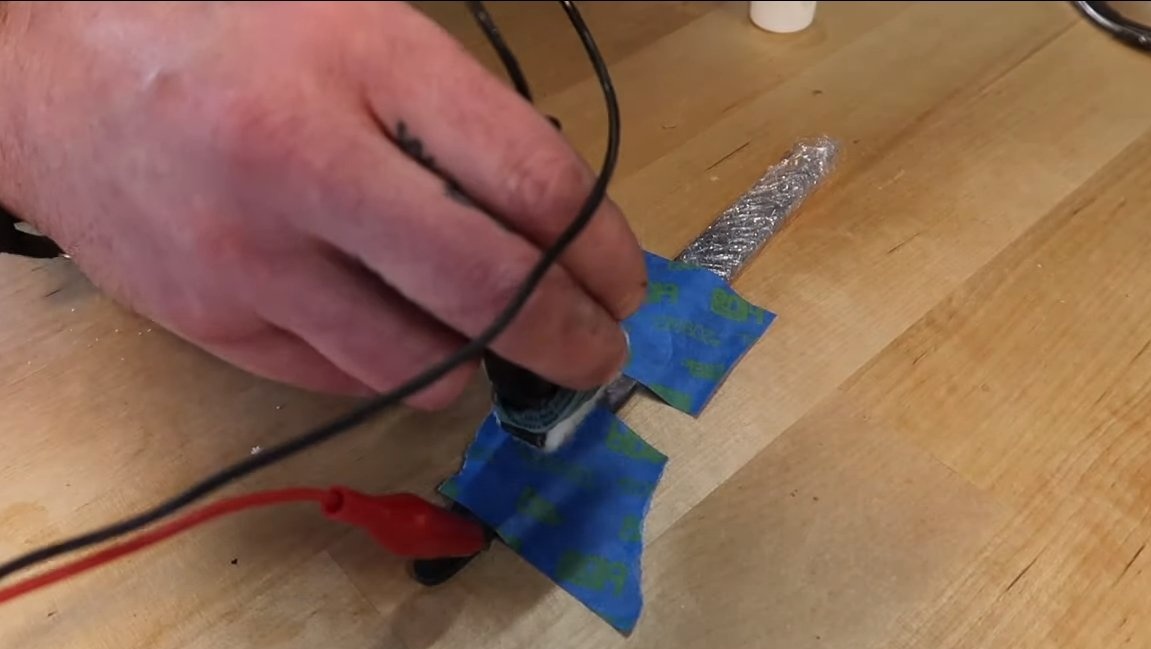
Trinn ni. bilde
Om ønskelig kan en tegning eller stempel påføres bladet. Forfatteren gjør dette ved å bruke strøm.

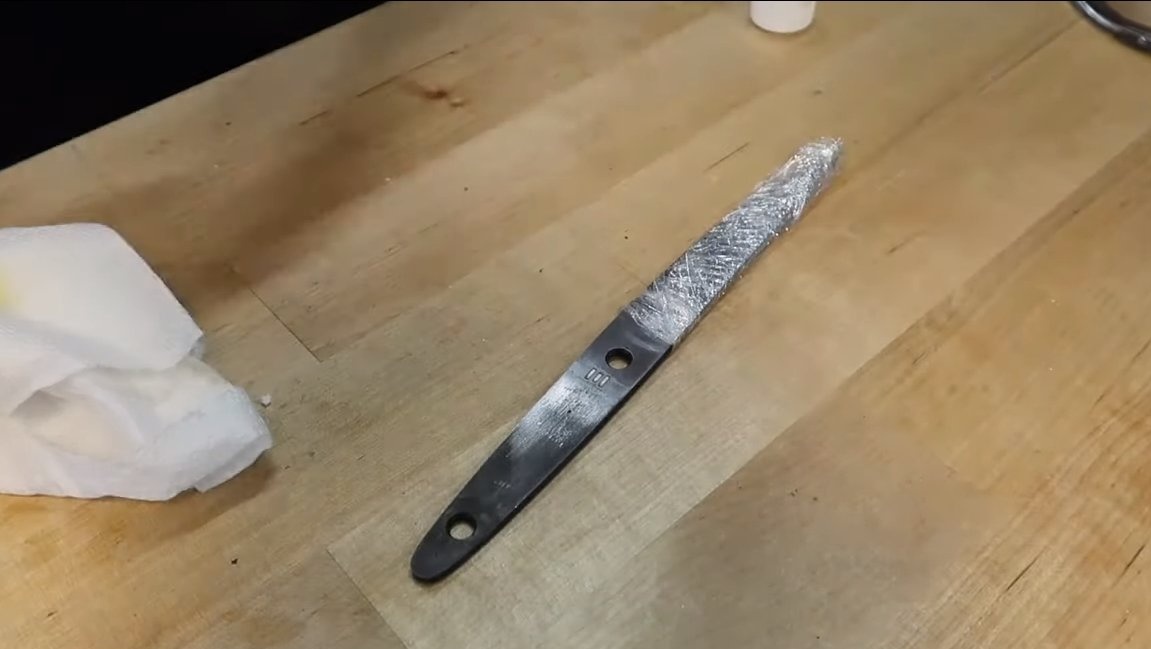
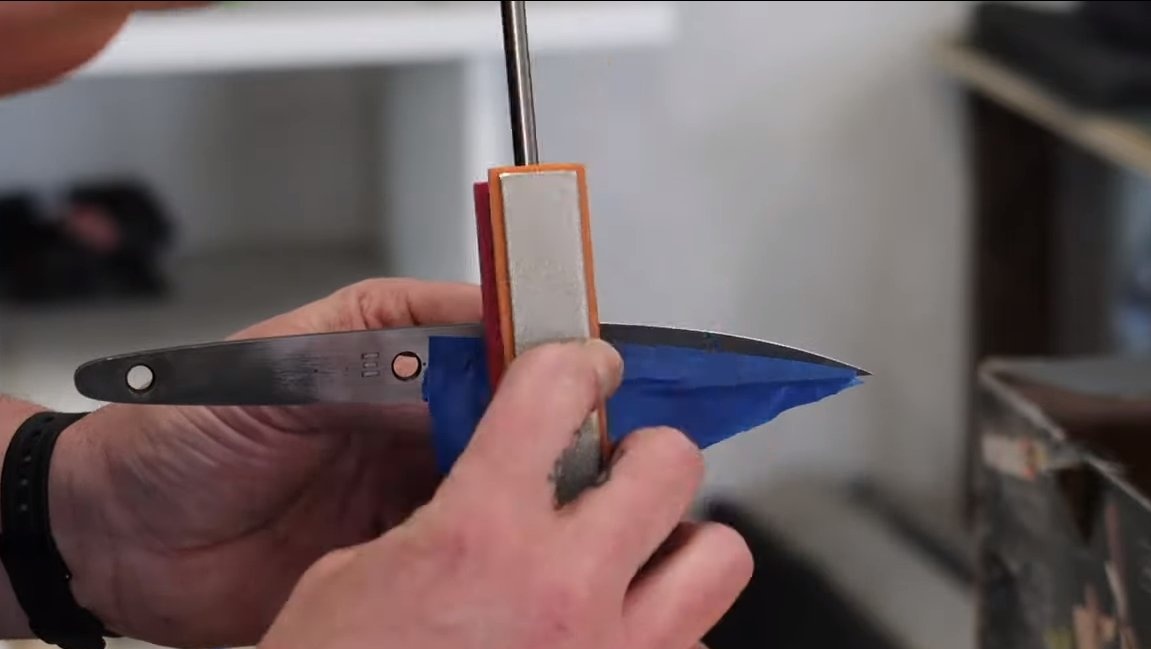
Trinn ti Skjerping og montering
På slutten vil bladet forbli skjerpet. For ikke å klø på produktet, forsegler forfatteren kniven med klebende tape. For sliping bruker vi slipesteiner. Endelig skjerping kan gjøres med poleringspasta. Som et resultat er kniven så skarp at den kan barberes.
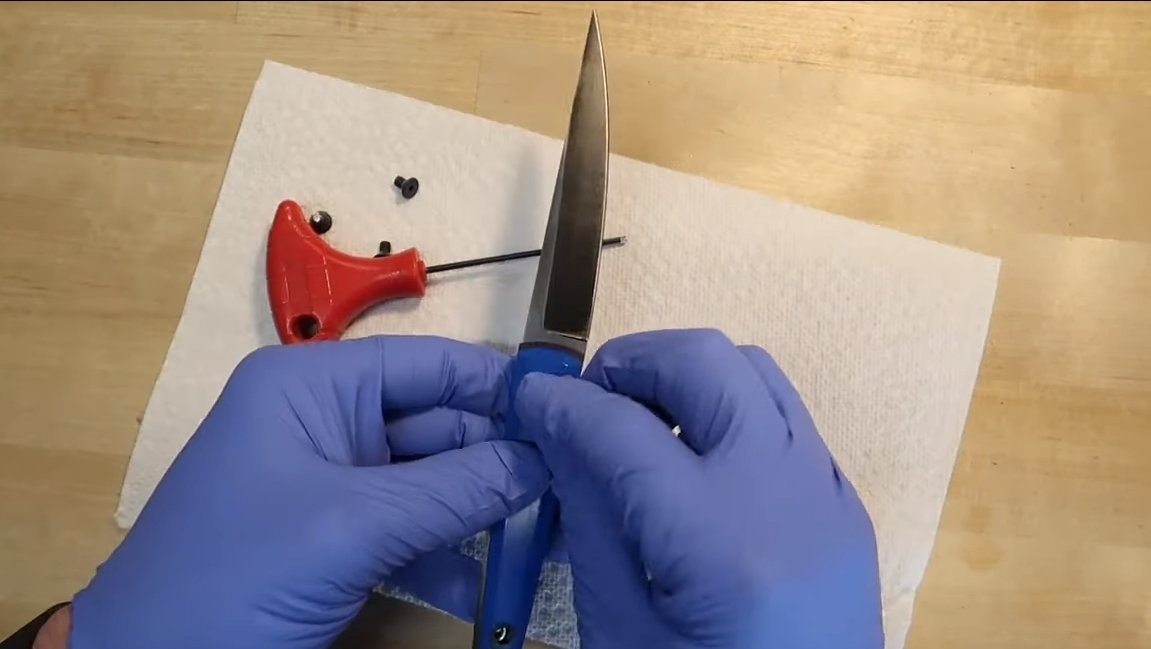
Det er alt nå hjemmelaget Det gjenstår å sette sammen, for dette er det nødvendig å feste putene med skruer. Kniven viste seg å være ganske praktisk og veldig skarp. Jeg håper du likte prosjektet og fant nyttige tanker for deg selv. Lykke til og kreativ inspirasjon, hvis du bestemmer deg for å gjenta dette. Ikke glem å dele dine ideer og hjemmelagde ting med oss!