
Stadier av å lage en kiste:
- De viktigste produktene
- Nødvendig utstyr
- Materialer for å lage papir-mâché
- Winding og liming av emner på kroppen
- Trykktesting og tørking
- Arbeidsstykket koker
- filing
- Beslag til maskinvare
- Kistegang
Materialer for å lage papir-mâché
1. Papp (helst bindende). Den skal være ren, uten lim og impregnering. I håndverk i produksjon brukes Balakhna papp, som den som tilfredsstiller alle kravene.
2. Stivelsepasta i gelékonsistens. Det kokes rett før jobb.
3. Tørkeolje (linolje).
4. For fremstilling av tilbehør, bruk:
a) messingark med et tverrsnitt på 0,5 - 0,7 mm;
b) en stålstang (ledning) med et tverrsnitt på 1,5-2 mm.
Prosessen med å lage en bokslegeme begynner med produksjon av basen - en trebjelke, det såkalte "blokkhodet". Størrelsen bestemmes av størrelsen på "viklingen" - det fremtidige emnet for det tiltenkte produktet. Lengden på "blokken" er begrenset av størrelsen på pressen, og tverrsnittet tilsvarer den indre størrelsen på produktet. Den er laget av tørt, heltre, helst hardved (bjørk eller bøk). Overflaten skal være glatt uten hulling. Klar "blokkhode" er oljet slik at det ikke svulmer fra rå "svingete". Den skal gå løs etter å ha krympet.
I tillegg til "blokkhodet", trenger vi også innebygde deler - "kinn" som komprimerer viklingen på den. Bredden på de innebygde “kinnene” er større enn bredden på delen av “sperrehodet” med to veggtykkelser i det fremtidige bygget. Det beste materialet for "kinnene" er sponplater. Den har stivhet, gir den nødvendige crimp, mens den ikke er deformert. For jevn krymping av arbeidsstykket, må du ha fire “kinn” - to pantelån med en nøyaktig størrelse som tar hensyn til arbeidsstykkets tykkelse, og to veiskiller som vikler seg rundt posen (se fig. 3).
For runde emner lages et "blokkhode" på en dreiebenk. I ekstreme tilfeller kan flasker eller glass brukes som passer for parameterne.
Ovale og andre myke former for "pupper" utføres på en snekker måte i henhold til mønsteret.
Fremstillingen av runde og ovale former utføres også ved å vikle flere lag papp på et emne, så vel som på rektangulære emner, bare krymping utføres med et gummibånd eller en stripe med en strammende sving til rulle (fig. 5, a). Arbeidsstykket holdes i 15-30 minutter i en klemme, og slippes deretter ut og fjernes fra sperrehodet. Ytterligere tørking og mer.
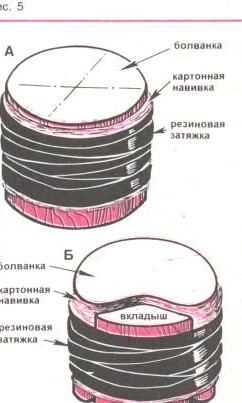
Ved fremstilling av komplekse former med konkave overflater benyttes pads, dvs. treinnsats, som kompenserer viklingens trykk (fig. 5, b).
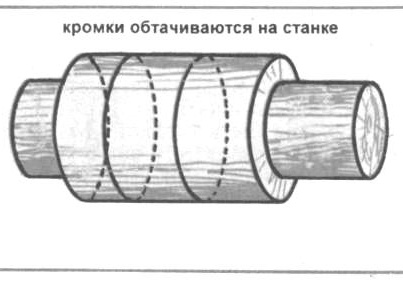
Runde former er ferdig på en dreiebenk (fig. 6). Slip først trimmet (saken), lim deretter bunnene og før arbeidsstykket til ønsket form.