


I tømrer, innen kunst og håndverk er det med jevne mellomrom behov for rundpinner. Dette kan være elementer. håndverktrekonstruksjoner, av møblerpinner, dybler, piler for baugen til slutt.
Siden pinnen er rotasjonslegemet, vil den første tanken i betydningen å fremstille være å slipe den på en dreiebenk, men det er ganske vanskelig å spisse lange og tynne deler, det kreves ytterligere støttepunkter for et roterende arbeidsstykk (for eksempel en hvile). Vel, generelt sett er fremstillingen av en uheldig, vel, for eksempel pil, ekstremt arbeidskrevende og uberettiget. Det virker som om det er en viss prosess i to bevegelser. Enkelt og økonomisk. Ikke krever nøye oppmerksomhet til ham, en slik mekanistisk.
Det foreslåtte utstyret for fresemaskinen antyder akkurat slikt. Utstyret er enkelt, det krever ikke høy presisjon i produksjonen. Laget av tre, så hardt som mulig - bjørk er bra. Selve produksjonsprosessen er delt inn i to trinn - produksjon av firkantede billetter av ønsket lengde og prosessering av dem på en fresekutter med spesialutstyr. Det vil ta et enkelt oppsett av utstyret en gang, og pinnene kan gjøres online. Ulemper med metoden - du trenger en manuell fresekutter (mest praktisk) og en sirkelsag. I vår tid har imidlertid et elektrisk verktøy, noen ganger ganske bisart, sluttet å være noe overraskende i noen hjem verksted.
Selve prosessen ser ut noe slikt.
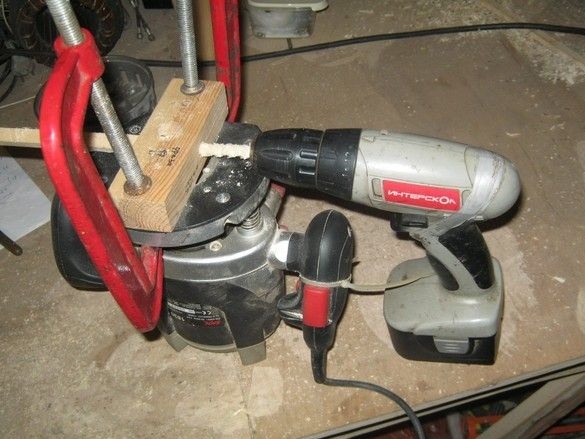
En firkantet billet roterer med en skrutrekker og dras over bruket. Kutteren kutter av alt det overskytende, det viser seg revolusjonens kropp - en sylinder. Oppgaven til utstyret vårt er å plassere verktøyet og arbeidsstykket i rommet i riktig posisjon.
Helt fra begynnelsen av pinner. So.
Det velges et passende lag med tre lag - pinnene er vanligvis ganske tynne og skrå lag gjør den ferdige pinnen svært utsatt for krumning på grunn av endringer i fuktighet, eller generelt veldig svak å bøye. Den er lang med en viss margin - hundre millimeter, det viser seg å ikke være vakkert, det er en teknologisk hale. Treverk, basert på videre bruk - for eksempel dybler, lages best av tre av samme rase som produktet.For dekorativt håndverk er det bedre å stramme treverket, de vil tillate deg å få en renere overflate.
Sager i arbeidsstykker. Normalt arbeid på en sirkelsag. Etter flere testkutt og finjustering av stoppet, kuttet vi ønsket antall emner. Det er verdt å strebe etter kontinuerlig arbeid - for fremstilling av en pinne blir det brukt for mye tid på verktøyutplassering, innstilling, og så videre. Det er bedre å lage noe lager med emner og bruke dem etter behov. Når du jobber med en sirkelsag, vil vi absolutt bruke vernebriller eller et gjennomsiktig skjold - hvis du støver øynene dine, kan du komme i en veldig ubehagelig stilling når begge hendene er opptatt, øynene dine ikke kan se, og det er vanskelig å ringe om hjelp på grunn av hyling av en sag. Ta vare på deg selv.

Sliping av små borrer på kantene av arbeidsstykkene er ikke verdt det - individuelle korn fra overflaten av slipeskinnene blir igjen i porene i treverket og reduserer ressursen til skjæreverktøyet som brukes til å behandle dem ytterligere. I vårt tilfelle fresemaskiner.
En rett riller med liten diameter er festet i spindelhylsen til den manuelle freseren. Halvsirkelformet fungerer bra. På plattformen til fresemaskinen er utstyret vårt festet med klemmer. Om mulig, et stort hull koaksialt med fresekutteren.

Sålen til freseskjæret med den faste snap-in er innfelt og festes i posisjonen når freseskjæret er i flukt med bunnkanten av utgangshullet for den ferdige pinnen.

Vi organiserer nok plass rundt oss, fikser fresekutteren eller ringer en assistent hvis arbeidsstykkene er lengre enn rekkevidden til våre hender. I dette tilfellet bør du også ta vare på å fikse startnøkkelen på fresemaskinen, for eksempel med en elektrisk nylonmasse.
Vi slår på fresekutteren og setter arbeidsstykket inn i hullet til den firkantede billetten, snur den for hånd. Den bitne halen sendes til hullet for den ferdige pinnen. Vi serverer arbeidsstykket med rotasjon "for hånd", helt til det blir mulig å klemme fast i en skrutrekker. For ruteren min skjer dette når enden av arbeidsstykket strekker seg utover sålen. Dette er omtrent 100 mm.
Vi slår på skrutrekkeren i maksimal hastighet, slår på ruteren og den arbeidsskrutrekkeren som drar arbeidsstykket "på seg selv". Helt til full avkjørsel. Order.

Hvis vi har pinner for teknologiske behov, så lar vi det ligge, hvis du trenger glatte, må du pusse det. Jeg, som eier av en tre dreiebenk, var heldig i den forstand. Jeg skal bruke den. For å klemme fast pinnen vår bruker jeg en hjemmelaget trehylse chuck montert på mini frontplate. På baksiden klemmer jeg pinnen med et fast konisk senter, uten sterkt trykk. Ofte må en lang pinne støttes i midten, allerede glatt med bare en hånd eller et stykke filt.

To til tre tall på huden fra stor til liten, hvert nummer når du endrer rotasjonsretningen til spindelen. Det vil si at vi skumrer litt, slår av maskinen, skifter rotasjonsretning til det motsatte, skummer samme antall og så videre.
Alt, tryllestaven er klar, ta ut, kutt i ønsket størrelse, påfør.

Vel, for eksempel en oppheng for et bilde laget av ull - to “topper” er festet og limt til endene av de laget pinnene.
Hva som kreves for produksjon av utstyr.
Verktøy.
Snekker, merkeverktøy. Pennbor på tre. Raskere og mer nøyaktig kan verktøy gjøres ved hjelp av maskinverktøy, for eksempel en sirkulær, pendelsag og en boremaskin, de kan gjøres med minimal anstrengelse, det er imidlertid nesten ingen grenser for menneskelige evner - alt dette kan gjøres med et håndverktøy, men det krever mer dyktighet . Når du bruker et elektrisk verktøy, er det også nødvendig med vernebriller eller skjold, hodetelefoner og muligens en åndedrettsvern.
Materialer.
Hard treblokk, middels sandpapir.
Først av alt bestemmer vi størrelsen på utstyret, det følger av dimensjonene til fresemaskinen, dens såle. Hvis du prøver, bør du prøve å minimere "fly-out" av kutteren hvis mulig, dette vil redusere vibrasjoner under drift, verktøyet vil fungere lenger, overflaten på pinnen vil være renere.

Den skal tilstrebe arbeidsstykkets "rektangularitet". Hvis du bruker et håndverktøy, er det bedre å gjøre ytterligere markering litt annerledes. Ribbene til arbeidsstykket kan være skinnete lett - det vil være mer praktisk å merke det.
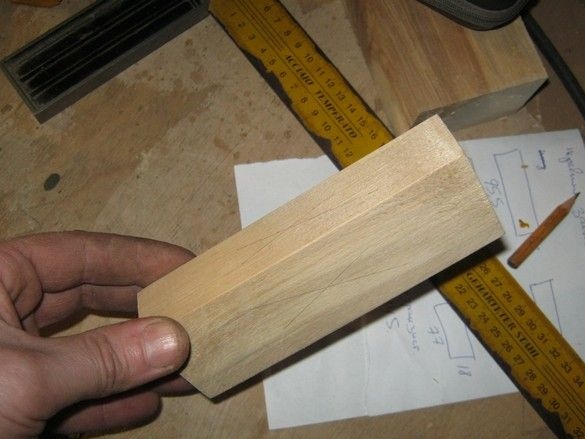
Merk midten av hvert ansikt.
Ja. Det er nødvendig å bestemme diameteren på fremtidspinnen - jeg anbefaler å stoppe ved 10mm. Størrelsen er veldig praktisk for verkstedet - flott for dybler i produksjon av møbler, rammer, bare pinner er bra for dekorative elementer av håndverk, ikke for tynne og oppfører seg veldig anstendig i form av forvrengning fra endring av fuktighet. Endelig har de vanlige gode vriborene på tre en maksimal diameter på nøyaktig 10 mm, noe som er praktisk.
Ytterligere hullstørrelser er designet spesielt for denne diameteren på den ferdige pinnen. 10mm.

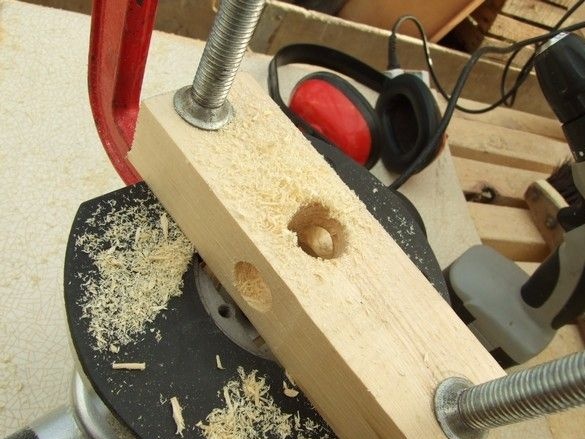
Vi borer med maksimale hastigheter - hullet er renere. Så at uttaket ikke har en stygg fillete kant, borer vi bare til halve dybden.

Styrestiften til penneboren kommer derimot ut lenge før boret passerer fullstendig, til dette lille hullet, og snur arbeidsstykket, vi orienterer oss om midten av boringen.

Nå blir hull med en diameter på 16 mm og 10 mm motsatt boret på smale flater. Når det gjelder det store hullet til kutteren, kan de være litt forskjøvet, dette er ikke viktig, men i forhold til hverandre må det være furu, ellers kan pinnen syltet fast.
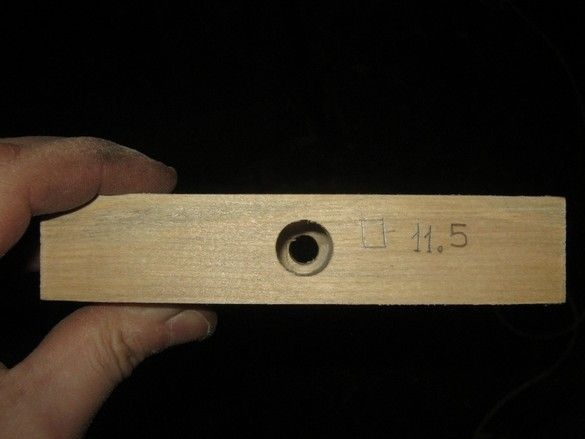
Eventuelle utsprengninger på kantene av hullene er lett slipt. Hullet til arbeidsstykket, det er bedre å signere, slik at det senere er smertefullt å ikke huske størrelsen.
