


Jeg ønsker fans velkommen til å lage og jobbe med metall. I denne instruksjonen vil vi snakke om den enkleste hjemmelagde kniven du enkelt kan lage gjør det selv. Å lage en slik kniv er ikke vanskelig, det er til og med veldig enkelt. Av de mest komplekse og dyre maskinene som forfatteren brukte, er dette en beltesliper. Men det trengs hovedsakelig for å lage fasader. Generelt kan denne prosedyren også håndteres med filer, og sliping gjøres manuelt med sandpapir.
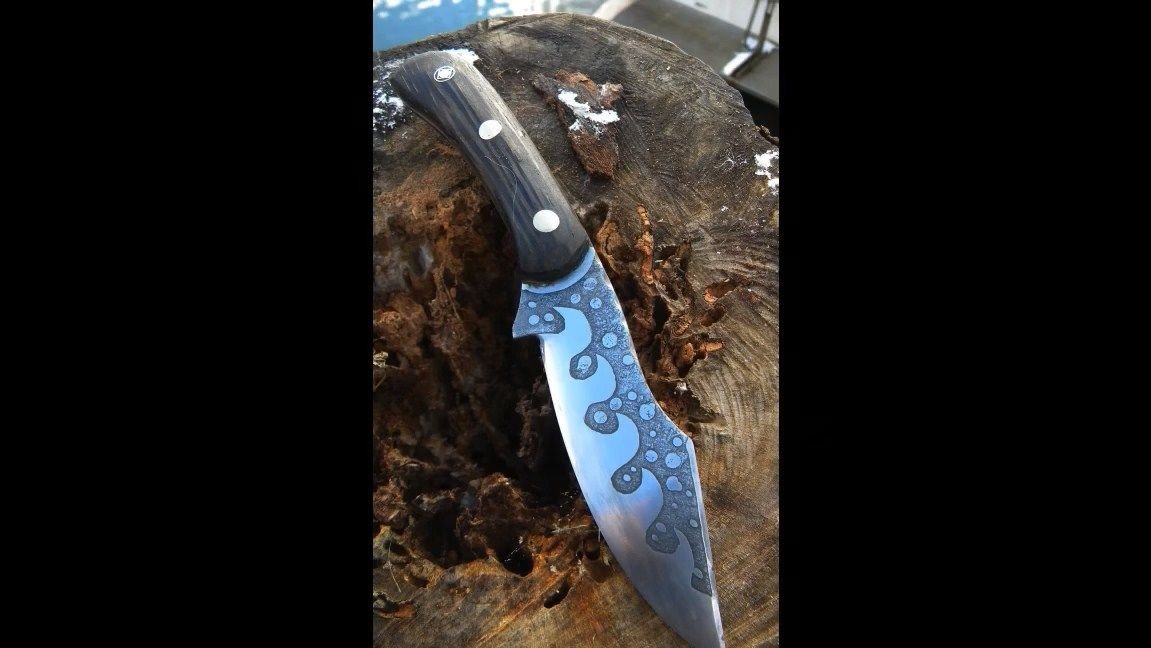
Denne kniven er interessant for sitt unike mønster, den er laget ved etsing. Dette mønsteret vil være holdbart, det vil gjøre kniven din unik. Du kan lage en inskripsjon eller hvilket som helst mønster etter eget skjønn. Og for at kniven skal vise seg å være av høy kvalitet, må du bruke godt stål, den skal ha så mye karbon som mulig, da kan den herdes. Lignende stål finnes blant forskjellige kuttere, verktøy og så videre. Det sentrale trekk ved dette stålet er at det produserer veldig tykke gnister under skjæring. Hvis du jobber med vanlig stål i lave hastigheter, kan du ikke se gnister i det hele tatt, men karbonstål vil danne gnister. Utenlandske mestere bruker stål O1, 1095 og andre som det. Så, vi vil vurdere nærmere hvordan du lager en slik kniv!
Materialer og verktøy brukt av forfatteren:
Materiell liste:
- karbonstål;
- tre for foringer;
- messingstenger, rør og så videre (for pinner);
- epoksylim og fargestoff;
- olje for treimpregnering.
Verktøyliste:
- kvern;
- beltesliper;
- kvern;
- markør;
- bore;
- skrustikke;
- klemmer;
- bore;
- strømforsyning, saltvann, etc. (for etsing);
- sandpapir;
- filer;
- et verktøy for å slipe kniver.
Prosessen med å lage en kniv:
Første trinn. Klipp hovedprofilen
Hovedprofilen er elementært snitt ved bruk av en kvern. Konkave steder er kuttet i biter, noe som gjør tverrgående kutt. Hvis du har en kappemaskin, kan den takle denne oppgaven mye raskere.
Vel, da fortsetter vi med å slipe de stedene som vi ikke klarte å kutte. For disse formålene jobber vi igjen med en kvern. Denne gangen trenger vi en tykk disk for sliping. Med den bringer vi konturen til et nesten ferdig utseende.
For finere prosessering bruker vi en beltesliper.Vi sliper også planet på bladet.






Trinn to Vi borer hull for pinnene
Bor hullene til pinnene i området av håndtaket. De må ha en slik diameter at pinnene kommer med et minimum avstand, da vil håndtaket holde så sikkert som mulig. Forfatteren klemmer bladet i et skruestykke og borer hull med et vanlig bore. Stål skal ikke herdes, ellers kan det bare bores med et spesielt bor med karbidspiss.

Trinn tre Vi danner fasetter
Nå må vi danne fasetter på bladet. Dermed vil vi sette de grunnleggende skjæreegenskapene til kniven. For at kniven skal skjære perfekt, må fasene være så glatte som mulig. Men for å lære stivheten til bladet, kan de gjøres i en mer rett vinkel. For slike arbeider bruker forfatteren en belte sliper, det gjøres på det enkelt og praktisk. Først tar vi et bor med samme tykkelse som tykkelsen på arbeidsstykket og tegner en sentreringslinje langs bladet. Og slik at det kan sees tydelig, kan metallet forhåndsmales med en markør. Denne linjen vil bli brukt som retningslinje slik at fasene er symmetriske.



Nå fester vi bladet til en trekloss eller bruker en spesiell klemme, det er alt, du kan begynne å slipe. Når du sliper, varmes metallet opp, bare det å holde bladet i hendene vil være problematisk. Når du sliper prøver vi å ikke overopphetes. Hvis bladet vil bli herdet, blir ikke bladet skjerpet, og dets minste tykkelse skal være 2 mm. Ellers kan legeringsadditiver brenne ut av metallet, og stålet vil bli vanlig rå.
Trinn fire Metallvarmebehandling
Varmebehandling inkluderer to stadier, dette er herding og herding. Vi velger temperaturforhold og et slukningsmedium avhengig av stålkvalitet. I de fleste tilfeller er knivstålene herdet i olje, og de må varmes opp til rødt eller noen ganger til en gulaktig glød. Hvis det oppnås herding, vil bladet ikke lenger tas med en fil, mens metallet blir sprøtt.

Etter slukking følger en prosedyre som kalles ferie. For å forstå hvilken temperatur metallet blir varmet opp, anbefales det å slipe bladet før ferien. Når fargen endres til halm, vil dette indikere at ferien var en suksess. I gjennomsnitt varmes bladene i omtrent en time ved en temperatur på 200 grader ved bruk av en ovn. Stål skal avkjøles jevnt, sammen med ovnen.
Trinn fem sliping
Etter varmebehandling dannes et mørkt belegg på metallet, som er resultatet av oksidasjon. Hele denne saken må ryddes opp. For å gjøre dette, bruk sandpapir dyppet i vann. Du kan også gå gjennom bladet på en båndslipemaskin. Som et resultat kan bladet poleres, og derved forberedes for etsing.

Trinn seks Pennemontasje
Pennen domineres av mørke toner, slik forfatteren hadde til hensikt. For å få det til å se interessant ut, tar vi et bor og gjør kutt langs håndtaket på bladet. Når disse delene er fylt med svart fargestoffoxy, vil alt se bra ut.
Du kan også komme med interessante pinner. Du kan ta et kobber- eller messingrør, komme med et interessant fyllstoff, og deretter fylle røret med epoksyharpiks med en fargetone.









Klipp ut foringene, for dette bruker vi et mørkfarget tre. Om ønskelig kan flekk eller mørk olje brukes. Fôr skal få to deler omtrent like i form. Det er alt, du kan sette sammen en penn. Vi rengjør de limte overflatene nøye slik at limet fester seg godt. Metall kan behandles med grovt sandpapir, så lim vil feste seg mye bedre. Forfatteren brukte epoksy med tilsetning av et mørkt fargestoff som lim.
Vi klemmer håndtaket med klemmer, dette vil gjøre at vi kan jevnt feste sammen med overlegg over hele lengden. Vel, da venter vi en dag, hvoretter det vil være mulig å trygt håndtere pennen.
På slutten fortsetter vi med å slipe håndtaket, vi danner ønsket form. Dette kan gjøres med en kvern, med en bor eller til og med manuelt ved bruk av filer og sandpapir. Vi gjør håndtaket perfekt glatt. På slutten skal håndtaket være dynket med olje, slik at treet blir beskyttet mot fuktighet, og håndtaket vil se bra ut.
Syvende trinn. Etsemønster
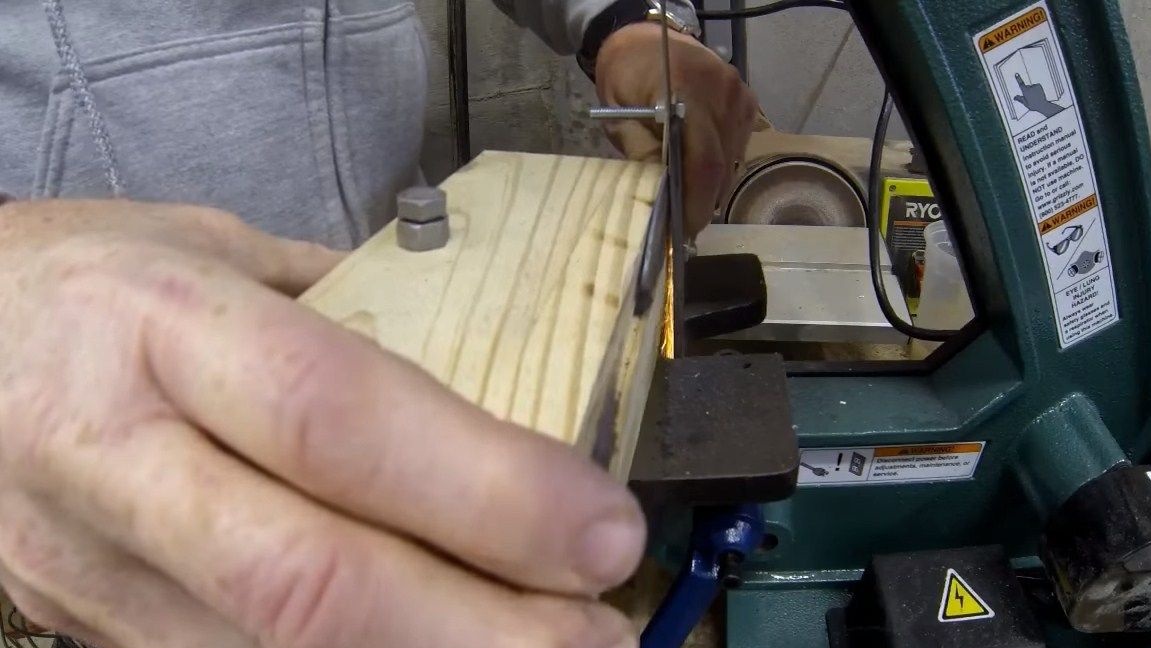
Tegningen på bladet gjør kniven unik. For denne prosedyren bruker vi en strømforsyning, og vann med vanlig bordsalt vil også være nødvendig, konsentrasjonen skal være maksimal. Vi tegner en tegning på bladet, maler alt annet med lakk eller maling. Der metalloverflaten er åpen, vil etsing forekomme.




Vi gir et pluss til bladet, og vi fester en spiker eller noe som ligner en annen kontakt ved å vikle en bomullsull. Vi fukter bomullsull i saltvann og kjører langs bladet. Hver gang blir bildet lysere og dypere. Bomull må endres. Ikke pust inn damper som vil skille seg ut, de er skadelige. På slutten gjenstår kniven som skal vaskes. Det er alt, kniven er helt klar, det ville være fint for ham å lage et skjede. Hvis du brukte rustende metall, ville det være greit å dekke det med olje til tre, dette vil ikke la det ruste og mørkne. Skarp kniven til bladets tilstand ved hjelp av slipeverktøy. Mange mestere bruker japansk vannstein for dette.
Jeg håper du likte prosjektet og fant nyttig informasjon for deg selv. Ikke glem å dele ideene dine og hjemmelagde produkter med oss!