
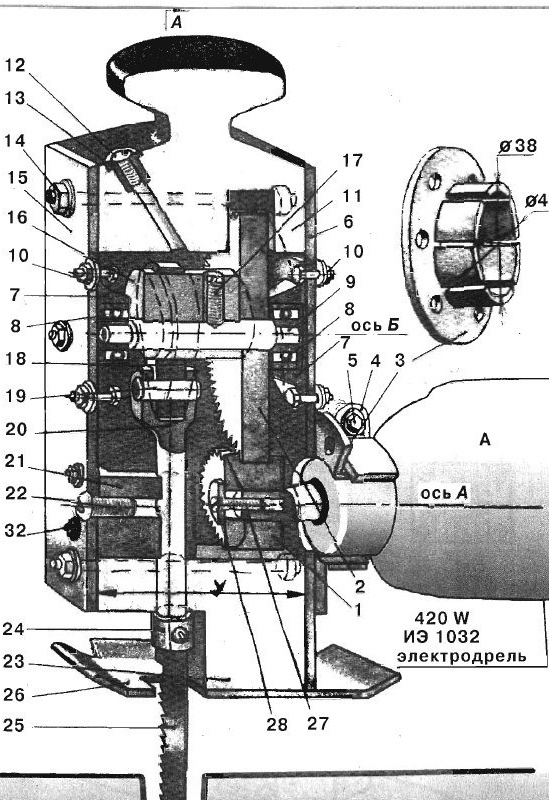
Fig. 1. Håndkors sag.
Det bringes i inngrep med det drevne giret 2, hvoretter hele omformeren dras sammen med en bolt 5 på borehalsen med en klemme 4. Rotasjon fra spindelen gjennom tannhjulene 7 og 2 overføres til den eksentriske 16, der den svingarmende armen sitter fritt øredobb 18. Den konverterer også rotasjonsbevegelsen til den eksentriske 16 til den frem- og tilbakegående bevegelse av arbeidsstangen 20. Ørepynt er koblet til stangen med en finger 19. Den frem- og tilbakegående bevegelsen av stangen skjer langs føringen 21. En sag 25 er festet i den nedre enden av stangen, som bare virker i spenning. Derfor rettes sagens tenner oppover.
Før du begynner å produsere omformeren, må du se etter et par tannhjul. Mest sannsynlig vil du finne riktig par i gamle apparater, gir, girkasser. Diameteren på tannhjulet 1 må ikke overstige diameteren på borehalsen. Dette er nødvendig slik at giret fritt går inn i hullet i lagerflensen 3. Det vil være bedre hvis bredden på tannhjulet er minst 20 mm, noe som vil sikre pålitelig inngrep med det drevne giret, siden den første landing på kjeglen er forbundet med store langsgående forskyvninger. Høyden på tannhjulene skal være 3-4 mm for å sikre best mulig inngrep, under hensyntagen til unøyaktigheter ved montering, boring under bolter, løs passform på en bore og klemming med en klemme. For å redusere antall frem- og tilbakegående bevegelser av stangen 20 og øke skjærkraften, bør girforholdet tas lik tre. Girforholdet bestemmes av forholdet mellom antall tenner på det drevne giret og antall girtenner.
Et matchet par gir vil bestemme de første dimensjonene til hele omformeren. Om nødvendig må deres indre hull tilpasses til borkeglen og akselen 9. Hvis diametrene til girhullene er mindre enn diameteren på kjeglen og akselen, må du bore dem på en dreiebenk. Hvis diametrene er større, er det nødvendig å slipe adapterhylsene (de er ikke angitt på tegningen). Når du er ferdig med arbeidet knyttet til justering av gir, fortsett å tegne på grafikkpapir hele strukturen som en helhet. En tilleggsberegnet verdi er sagens slag. Det kan tas lik 10-14 mm.Derfor vil du kjenne avstanden mellom aksene A, B og C, så vel som dimensjonene til den eksentriske 16. Når du har trukket den eksentriske på akselen 9, vil du bestemme diameteren på hullet til øreringa 18 som svinger på eksentrikken, dimensjonene til stangen 20 og styringen 21. Det må bemerkes at disse delene fungerer med glidende friksjon. Derfor er det nødvendig å velge emner fra forskjellige metaller som stål og bronse, stål og messing for deres fremstilling. I følge tegningen vil du bedre se hvilken du skal velge et par kulelager 8. Lagringens indre diameter skal ikke overstige 10 mm. I henhold til deres ytre diameter bestemmes flensenes dimensjoner 7. Etter at alle dimensjonene er avklart, fortsett med å produsere delene av omformeren. De fleste av dem er slått på en dreiebenk. Fra eikebjelker, utelukkende ved bruk av snekkerbiter, klipper du de øvre 11 og nedre 23 delene av saken. Vær spesielt oppmerksom på parallelliteten til sluttplanene og likheten i størrelsene X og Y (se fig. 1 og 2).
[/ sentrum]
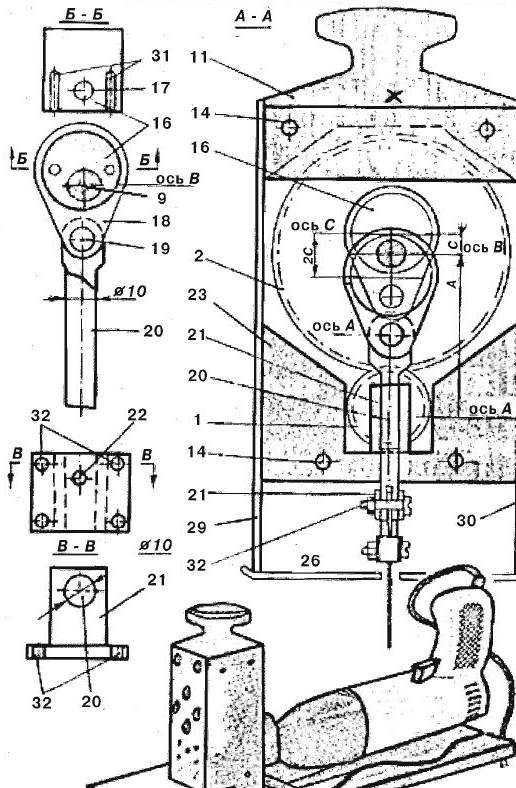
Fig. 2. Håndkors sag.
Disse dimensjonene sikrer monteringsnøyaktighet og maskinens pålitelighet. Belegg de indre overflatene av stengene med epoksyharpiks eller oljebestandig lakk. Juster eksentriske 16 med gir 2 på fellesakselen 9 og bor to hull for festepinnene 31. Etter å ha presset dem inn i det eksentriske karosseriet, åpner du pinnene på giret. Bor deretter et hull og kutt tråden for festepinnen 17. Etter nøye merking, bor du hull på boremaskinen på øreringa 18 og stangen 20, og vær oppmerksom på parallellen til aksene til akselen 9 og tappen 19, hullet i øringen er blind og har en glidepass i stangen. Så styret ut av ståltavlen med en baufil. Bor hull i den for monteringsboltene og stangen. Stammehullet må bearbeides med en reamer. Fra ark duralumin med en tykkelse på 3-4 mm, skjær du dekslene, høyre 29 og venstre 30, bak 6 og front 15, så vel som støtteplate 26. Brett front- og bakdekslene sammen, klem fast med en klemme og bor hull for festeboltene 14, fest bolter av flensene 10 og hullet for skruen til nippelen 22 på føringen. Etter å ha fullført alle operasjoner, fortsett til montering av maskinen. Skruer og skiver som ikke er angitt i teksten, men som er angitt i figuren med nummer 12, 13, 24, 27, 28, 32, er tatt ferdige, standard.