
Et vanlig bor er lett å lære å slå gress og til og med kutte busker. Hovedsiden av denne klipperen er klippeenheten (fig. 1).
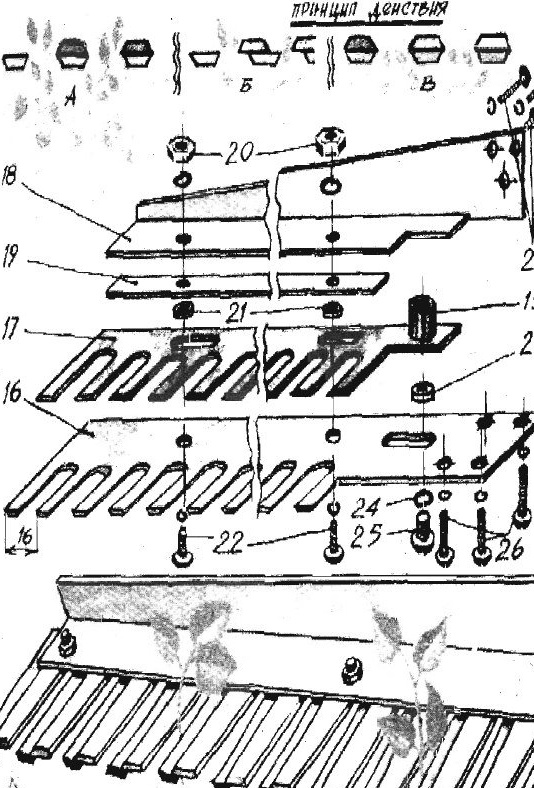
Fig. 1. Gressklipper fra en bore. Handlingsprinsipp.
Tennene til den bevegelige kniven 17 glir langs tennene til en stivt festet kam 16 og, som saks, klippet gress og blomster. Bevegelsene til knivene gjengjelder, og derfor hovedoppgaven i det kinematiske opplegget anlegg - konvertere rotasjonsbevegelsen til spindelen 8 på det elektriske boret til svingende. Omformeren løser dette problemet (fig. 2).
Tennene til den bevegelige kniven 17 glir langs tennene til en stivt festet kam 16 og, som saks, klippet gress og blomster. Bevegelsene til knivene gjengjelder, og derfor hovedoppgaven i det kinematiske opplegget anlegg - konvertere rotasjonsbevegelsen til spindelen 8 på det elektriske boret til svingende. Omformeren løser dette problemet (fig. 2).
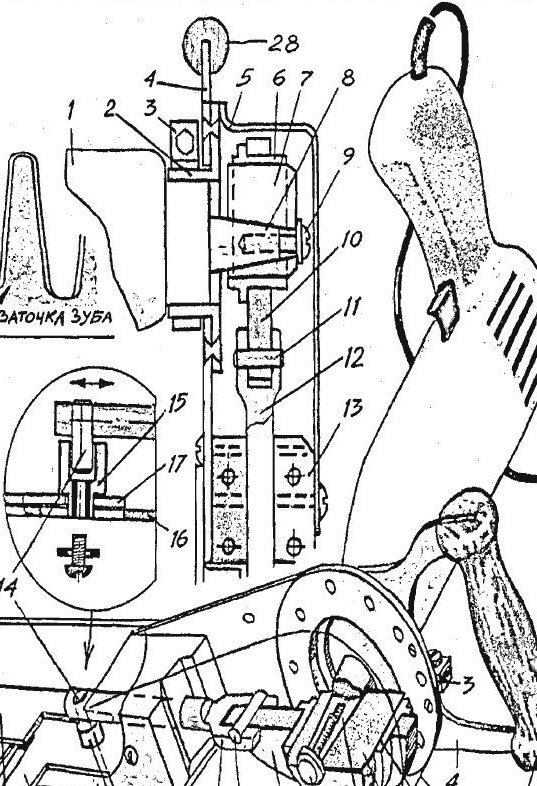
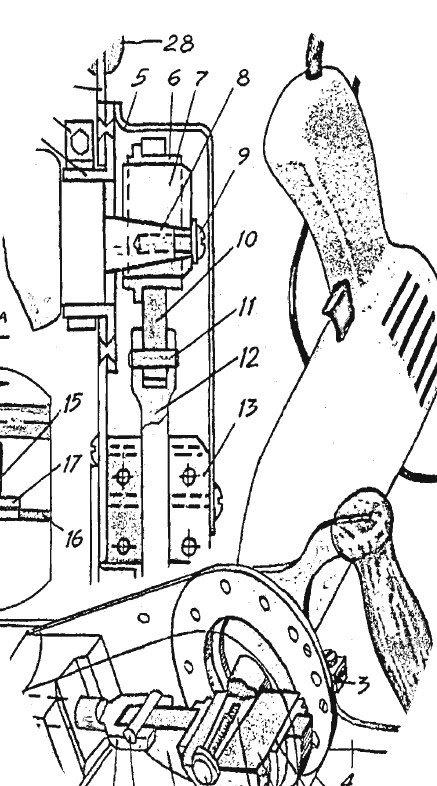
Fig. 2. Gressklipper fra en bore. Converter.
På borespindelen / montert kam 7c sving øredobb 10. Det er hun som forvandler en slags bevegelse til en annen. Og gjennom stangen 15 overfører den til skjærekniven. Stangen og kniven er festet av føringer - i kroppen 13 og på kammen 21. Og slik at kniven beveger seg uten forvrengning, styrkes den med en stiv plate 18, som er delt for å redusere friksjonen med en pakning 19 laget av antifriksjonsmateriale. Hoveddelene til slåmaskinen er laget på dreie-, frese- og boremaskiner. Drei lagerflensen 2. på en dreiebenk, og den indre diameteren skal være lik diameteren til den elektriske borehalsen. Siden flensen er festet med en klemme 3, gjør du seks langsgående kutt i skaftet. Da vil sammentrekningen bli jevnere og tettere. Bor åtte hull på enden av flensen for å feste grunnplaten 4, kuttet fra et 3 mm tykt stålplate. Gjør det som vist. Da vil det tjene deg ikke bare for montering av klippeenhet og svinger, men også med håndtak 28. Ikke glem å bore hull i platen - åtte for montering av flensen, fire for tilkobling til stangføringen 13 og tre for å feste knivdekselet. Den eksentriske 7 er også maskinert fra stål. Med en eksentrisitet på 8 mm, som sikrer et knivslag på 16 mm, bar det et avsmalnet hull i det som tilsvarer enden av spindelen. Vær oppmerksom på at under eksentrasjonen passer eksentrikken tett på spindelen og ikke berører borehalsen (i vår design er det valgt et gap på 4-5 mm). Slip den ytre overflaten til den eksentriske, fordi lageret glir på den - en bronse gjennomføring 6. Ørepynt 7 (7 er kuttet ut av stålstål 6-8 mm tykk. Bor boringen for gjennomføringen 6 med en kutter på en dreiebenk, og boringen 11 under aksen med et bor og deretter bearbeider det Stangen 12 er maskinert fra en bronsestang med en diameter på 10-11 mm.Den sylindriske overflaten er malt for å gi glidepassning i føringen. I den ene enden på fresemaskinen kuttes et spor for tilkobling til øringen og hull bores - den ene for aksen 11, den andre for tappen 14. Aksen med en diameter på 7 mm og en tapp med en diameter på 6 mm er maskinert fra verktøystål, herdet, malt. Aksen presses inn i øreringa, og tappen settes inn i stammeskaftet etter montering med føringen.
Føring 13 er en bjelke med en grunnlengde på minst 50 mm. Det er best å lage det av stål. Hovedoppmerksomheten rettes mot det faktum at aksen til arbeidshullet for stangen er strengt parallell med planet til grunnplaten 4. Resten av hullene er monteringshull med gjenger for M5- eller Mb-skruer. Å lage en kam og kniv er den mest tidkrevende oppgaven, så la oss dvele mer i det. Her kan lerretet til en gammel tohånds sag fungere som godt materiale for deg. Tegn en nøyaktig tegning av kniven og kammen på grafpapir (dimensjonene deres er vist på figuren. Vi legger bare merke til at kniven har 19, og kammen har 20 tenner). Legg tegningen på papp og skjær langs konturen. Du har mønstrene.
Etter å ha plassert dem på lerretet, overfør konturene med en skribent til metallet. Nå med et bor - hull til hull - kan du skjære grove emner. De må fremdeles behandles med en fil og et emery. Hvis arket er vanskelig å behandle, slipp det: varm opp til det blir misfarging på overflaten og sakte avkjølt - det er best i en stekeplate med varm sand. På mykt metall må du klippe tennene til kniven og kammen (som vist på fig. 16, i en vinkel på 45 °). bor de nødvendige hullene til føringsskivene 21 for festene 22, 24, 25, 26 og bare deretter herde metallet; sand arbeidsflater. For å montere hele enheten trenger du fremdeles: bolter og muttere 9, 20, 22, 24, 25, 27 - de er standard; føringsskiver 21, 23 - vend dem ut av bronse; grep for å sette kniven i bevegelse 75 - den er maskinert fra verktøystål. Uunngåelige vibrasjoner vil oppstå i slåmaskinen, derfor vil alle skrueforbindelser motvirkes av fjærskiver. Den siste detaljen i det endelige arbeidet vil være et formet foringsrør 5 for å beskytte arbeidslegemene mot støv. Det er bedre å skjære fra ark duralumin med en tykkelse på 1 - 1,5 mm. Før du begynner på arbeidet, smør du alle gniddelene grundig.
På borespindelen / montert kam 7c sving øredobb 10. Det er hun som forvandler en slags bevegelse til en annen. Og gjennom stangen 15 overfører den til skjærekniven. Stangen og kniven er festet av føringer - i kroppen 13 og på kammen 21. Og slik at kniven beveger seg uten forvrengning, styrkes den med en stiv plate 18, som er delt for å redusere friksjonen med en pakning 19 laget av antifriksjonsmateriale. Hoveddelene til slåmaskinen er laget på dreie-, frese- og boremaskiner. Drei lagerflensen 2. på en dreiebenk, og den indre diameteren skal være lik diameteren til den elektriske borehalsen. Siden flensen er festet med en klemme 3, gjør du seks langsgående kutt i skaftet. Da vil sammentrekningen bli jevnere og tettere. Bor åtte hull på enden av flensen for å feste grunnplaten 4, kuttet fra et 3 mm tykt stålplate. Gjør det som vist. Da vil det tjene deg ikke bare for montering av klippeenhet og svinger, men også med håndtak 28. Ikke glem å bore hull i platen - åtte for montering av flensen, fire for tilkobling til stangføringen 13 og tre for å feste knivdekselet. Den eksentriske 7 er også maskinert fra stål. Med en eksentrisitet på 8 mm, som sikrer et knivslag på 16 mm, bar det et avsmalnet hull i det som tilsvarer enden av spindelen. Vær oppmerksom på at under eksentrasjonen passer eksentrikken tett på spindelen og ikke berører borehalsen (i vår design er det valgt et gap på 4-5 mm). Slip den ytre overflaten til den eksentriske, fordi lageret glir på den - en bronse gjennomføring 6. Ørepynt 7 (7 er kuttet ut av stålstål 6-8 mm tykk. Bor boringen for gjennomføringen 6 med en kutter på en dreiebenk, og boringen 11 under aksen med et bor og deretter bearbeider det Stangen 12 er maskinert fra en bronsestang med en diameter på 10-11 mm.Den sylindriske overflaten er malt for å gi glidepassning i føringen. I den ene enden på fresemaskinen kuttes et spor for tilkobling til øringen og hull bores - den ene for aksen 11, den andre for tappen 14. Aksen med en diameter på 7 mm og en tapp med en diameter på 6 mm er maskinert fra verktøystål, herdet, malt. Aksen presses inn i øreringa, og tappen settes inn i stammeskaftet etter montering med føringen.
Føring 13 er en bjelke med en grunnlengde på minst 50 mm. Det er best å lage det av stål. Hovedoppmerksomheten rettes mot det faktum at aksen til arbeidshullet for stangen er strengt parallell med planet til grunnplaten 4. Resten av hullene er monteringshull med gjenger for M5- eller Mb-skruer. Å lage en kam og kniv er den mest tidkrevende oppgaven, så la oss dvele mer i det. Her kan lerretet til en gammel tohånds sag fungere som godt materiale for deg. Tegn en nøyaktig tegning av kniven og kammen på grafpapir (dimensjonene deres er vist på figuren. Vi legger bare merke til at kniven har 19, og kammen har 20 tenner). Legg tegningen på papp og skjær langs konturen. Du har mønstrene.
Etter å ha plassert dem på lerretet, overfør konturene med en skribent til metallet. Nå med et bor - hull til hull - kan du skjære grove emner. De må fremdeles behandles med en fil og et emery. Hvis arket er vanskelig å behandle, slipp det: varm opp til det blir misfarging på overflaten og sakte avkjølt - det er best i en stekeplate med varm sand. På mykt metall må du klippe tennene til kniven og kammen (som vist på fig. 16, i en vinkel på 45 °). bor de nødvendige hullene til føringsskivene 21 for festene 22, 24, 25, 26 og bare deretter herde metallet; sand arbeidsflater. For å montere hele enheten trenger du fremdeles: bolter og muttere 9, 20, 22, 24, 25, 27 - de er standard; føringsskiver 21, 23 - vend dem ut av bronse; grep for å sette kniven i bevegelse 75 - den er maskinert fra verktøystål. Uunngåelige vibrasjoner vil oppstå i slåmaskinen, derfor vil alle skrueforbindelser motvirkes av fjærskiver. Den siste detaljen i det endelige arbeidet vil være et formet foringsrør 5 for å beskytte arbeidslegemene mot støv. Det er bedre å skjære fra ark duralumin med en tykkelse på 1 - 1,5 mm. Før du begynner på arbeidet, smør du alle gniddelene grundig.